نوبسنده : فرناز علی آبادی – کارشناسی ارشد پارچه و لباس
استاد راهنما : سرکار خانم اکرم ابراهیم بیگی -دانشگاه علم و فرهنگ
در این مقاله از ماشین بافندگی ژاکارد صحبت می شود و به طور کلی از مکانیزم کار کرد اون صحبت میکنیم.
پس ژاکارد افراد دیگری مانند ( وردل ) و ( ونسانزی ) مکانیزم ژاکارد را تکمیل نمودند ، ولی اصول کار ماشین های ژاکارد از زمان اختراع تا کنون ثابت مانده است. طرح تشکیل دهنه ژاکارد محدودیت ندارد و هرچند ساده به نظر میرسد اما از بخشهای زیادی تشکیل شده است و نصب و نگهداری آن نسبتا گران است.از نظر تولید پارچه های بدون عیب،مکانیزمهای ژاکارد بیش از دابی و بادامک قابل اطمینان اند.
ماشینهای ژاکارد بالاترین سطح کنترل نخهای تار را دارند و این به خاطر کنترل جداگانه یا کنترل گروهی نخهای تار در عرض بافت پارچه است.این ماشینها میتوانند پیچیده ترین طرح ها از قبیل تصاویر در پارچه های تاری-پودی ببافند.ماشینهای ژاکارد میتوانند با مکانیزمهای یک بالابر یا دو بالابر به صورت مکانیکی یا الکترونیکی کار کنند.ماشینهای جدید اکثرا ۲بالابرند.اخیرا از ژاکاردهای بسیار مدرن با سیستم های الکترونیکی برای وارد کردن داده های مربوط به طرح بافت استفاده میکنند.
دستگاههای مدرن ژاکارد به کنترل و راه اندازی بیش از ۱۲۰۰ نخ هارنیش با راپورت پودی ۹۰۰۰پیک مجهزند و چند دستگاه را میتوان روی یک ماشین بافندگی قرار داد تا قابلیت بافت طرحهای مختلف در آن افزایش یابد. سیستم های ژاکارد در بالای ماشین بافندگی نصب میشوند
پیشرفت تکنولوژی نساجی در چند سال گذشته به اندازه ای چشمگیر و تغییرات تکنیکی آن به قدری متنوع بوده است که می توان به جرأت ان را به عنوان دومین تحول بزرگ صنعتی در زمینه تکنولوژی و ماشین سازی به حساب آورد. اگر اولین تحول بزرگ صنعت و نساجی را در قرن نوزدهم به کار افتادن چرخهای این صنعت توسط نیروی مکانیکی بدانیم، به طور قطع دوم تحول بزرگ صنعت نساجی در اواسط قرن بیستم و با ارائه روش های جدید رسیدنگی مانند تولید الیاف فیلامنت ریسندگی اوین اند، و در بافندگی ماشینهای بافندگی بی ماکرو و ماشین های بافندگی چند فازی انجام گرفته است.
دلایل تحول صنعت نساجی به غیر از مسائل اقتصادی و تکنیکی تولیدی، به عوامل زیر بستگی داشته است:
۱ – ازدیاد سریع جمعیت در قرن نوزده و بیست سبب شد تا نیاز به افزایش تولید کارخانه های نساجی و در نتیجه افزایش تولید ماشین آلات نساجی بیشتر شود.
۲- پیشرفت سریع سایر صنایع در نتیجه کمبود کارگر و بالا رفتن دستمزد در این صنایع باعث شد که کارگران به صنعت نساجی پشت کنند. در این مورد تنها راه حل علمی اتوماتیک کردن ماشینها برای کم کردن نیاز به کارگر و به موازات آن افزایش تولید ماشین آلات بود.
۳- بالا رفتن تمدن ماشینی ملتها و تحول روز افزون مد در زندگی عامه مردم سبب شد تا میزان معرف سرانه منسوجات افزایش یابد.
ماشینهای بافندگی از زمان بوجود آمدن دستگاه بافندگی دستی تا ماشینهای بافندگی اتوماتیک دوره تکمیلی قابل ملاحظه ای را پشت سر نهاده است. با این وصف اگر مطالعه سطحی در این مورد انجام گیرد، ملاحظه می شود که تکنیک کار ماشین های جدید به همان دستگاههای بافندگی دستی شباهت دارد. با اختراع ماشینهای بافندگی بافندگی بوجود آمد و روشهای بافندگی جدیدی ارائه شد.
مکانیکی, نیمه الکتریکی ,الکتریکی
۱:ژاکارد سیستم فرانسوی: درایران بیشتر کاربرد دارد ظرفیت ژاکارد بیشتر است تعداد قلاب بیشتر دارد از تفاوت های آن نسبت به انگلیسی فضای کمتری رااشغال می کند و دیگر عیوب انگلیسی این است که استحکاک از دوسیلندر بیشتر است.
۲:ژاکارد نیمه الکترونیکی:که قسمت سیلندر فرمان و کارت طرح عوض شده و باکس های حاوی آهنی والکترونیکی گذاشته می شود.
۳:ژاکارد فول الکترونیکی:دراین نوع ژاکارد آمده اند سیلندر فرمان_کارت طرح ومیله های فرمان حذف شده است و به جای این قطعات یک سری قرقره و آهن و بادهای الکترونیکی جایگزین شده است از سیستم قرقره برای اینکه قدرت نصف می شود در این سیستم ها از یک هسته فولادی با قدرت مغناطیسی شونده زیاد استفاده شده است و بامغناطیس شدن نخ سمت بالا و در صورتی که مغناطیس قطع شود نخ تار پایین می ماند و از تعدادی قرقره جهت کاهش نیروی مورد نیاز جهت بالا بردن نخ تار در این سیستم استفاده شده است
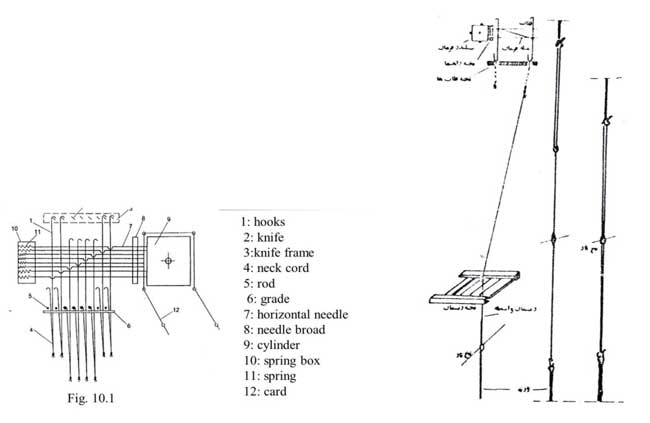
انواع قطعات ژاکارد در ماشین بافندگی ژاکارد :
۱.وزنه
۲.میل میلک
۳.تخته ریسمان
۴.نخ واسط
۵.نخ زه
۶.تخته قلاب
۷.میله فرمان
۸.قلاب
۹.بالابر
۱۰.کارت طرح
۱۱.سیلندر طرح_حرکت نوسانی_حرکت دورای
مکانیزم تشکیل دهنه ژاکارد در ماشین بافندگی ژاکارد
برای بافت طرح هایی با راپوت تاری بزرگتر از ۳۲ تار ، از مکانیزم تشکیل دهنه ژاکارد استفاده می شود . در این ماشین به علت آنکه می توان تک تک نخ های تار را مستقلاً فرمان داد ، امکانات بافت راپوت های تاری بسیار بزرگ وجود دارد. با استفاده از این مکانیزیم ، راپوت تاری ، می تواند شامل کلیه نخ های تار باشد ، بنابراین مکانیزم ژاکارد مخصوص بافت پارچه های نقش دار است. البته لازم به ذکر است که این سیستم دارای محدودیت طولی نمی باشد اما محدودیت عرضی در آن وجود دارد.
هر نخ تار از داخل یک میلک عبور می کند و هر میل میلک از پایین به وزنه و یا فنر متصل است. میل میلک از بالا توسط ریسمان واسطه به طول تقریبی ۱۷ سانتیمتر به ریسمان اصلی به طول تقریباً ۲۵۰ سانتیمتر متصل می شود.
نخ کشی ژاکارد
ریسمان ها از داخل سوراخهایی که در داخل تخته ریسمان وجود دارد، به ترتیب خاصی عبور می کند. هر ریسمان از بالا توسط یک ریسمان واسطه به قلاب ماشین ژاکارد متصل می شود.
ریسمان های واسطه فوقانی نیز از داخل سوراخهای مربوط به خود و از داخل تخته قلاب عبور می کند. هر قلاب به یک میله فرمان افقی که در مقابل کارت فرمان قرار دارد و توسط تخته راهنمای میله ها هدایت می شود ، مربوط است.
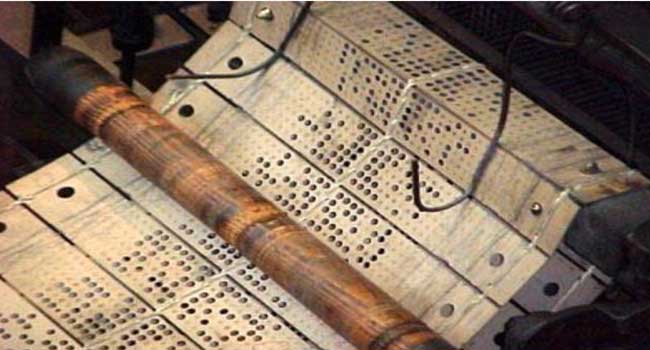
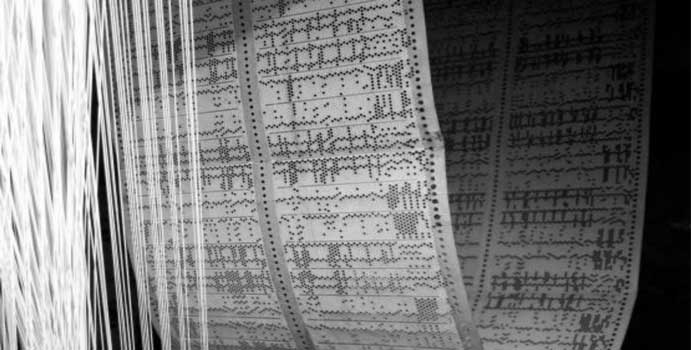
هر کارت فرمان که به شکل مستطیل است ، برروی یک سطح سیلندر فرمان مربوطه قرار می گیرد. برای بالا بردن یک نخ تار باید در کارت طرح و در مقابل میله فرمان مربوطه ، یک سوراخ وجود داشته باشد . هنگامی که کارت طرح در مقابل میله ها قرار می گیرد ؛ میله فرمان به داخل سوراخ کارت طرح وارد می شود و در نتیجه قلاب آن در مسیر بالابر واقع می گردد. با بالا رفتن بالابر ، قلاب و ریسمان و نخ تار داخل میل میلک آن نیز به بالا کشیده می شود. هنگام تعویض دهنه و با پایین امدن بالابر ، وزنه یا فنر انتهای میل میلک ، نخ تار را به حالت اول بر می گرداند.
چنانچه در کارت طرح و در مقابل میله ، سوراخی وجود نداشته باشد ، میله به کارت برخورد می کند و به عقب رانده می شود . با این حرکت قلاب خارج از مسیر بالا برقرار می گیرد و نخ تار آن در پایین باقی می ماند
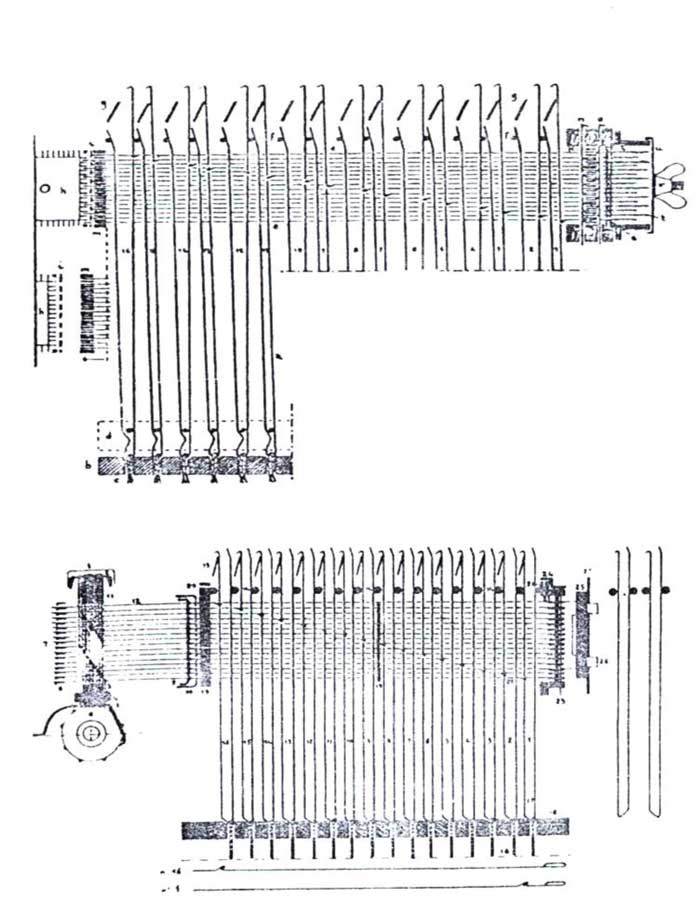
طرز کار سیلندر فرمان:
یک سیلندر ۴وجهی است که برروی آن به تعداد میله های فرمان سوراخ وجود دارد ودارای دوحرکت نوسانی ودورانی می باشد که حرکت دورانی آن برای قرار دادن یک کارت طرح جدید در موقعیت بافت می باشد تعداد کارت طرح به اندازه ریپیت پودی می باشد وحداقل تعداد کارت مورد نیاز ۴وردی می باشد که این کارت ها توسط حلقه یانخ به هم متصل شده اند برروی کارت طرح مطابق طرح بافت سوراخ وجود دارد وهر کارت طرح یک پود رامی بافد حرکت نوسانی سیلندر برای خروج میله های فرمان از داخل سوراخ های کارت طرح وقرار گرفتن کارت طرح جدید درموقعیت بافت می باشد واین حرکت باعث می شود تا نیرویی برمیله های فرمان که کارت طرح جدید سوراخی برای آن ها وجود ندارد وارد کند تا این میله ها قلاب رااز مسیر بالابر خارج کرده ونخ تار متصل به آن قلاب درموقعیت خود باقی بماند بنابراین سوراخ درکارت طرح به متطله روریز تاری می باشد
دونوع سیستم ژاکارد:
۱.ونساتری
۲.وردل
مدل ونساتری = کارت طرح ونساتری ازجنس مقوای فشرده است. نیرو ازطرف سیللندر مستقیم به میله فرمان وارد نمی شود بلکه ابتدا به سوزن فرمان داده می شود واز طریق سوزن فرمان به میله های فرمان وقلاب منتقل می گرددسرعت در این ماشین پایین است اگر بتوانیم زمان انتخاب را حذف نماییم سرعت دستگاه بالا می رود یک دور میلنگ یک مقدار از دور میلنگ صرف پرتاب ماکو ویک زمان بالا بردن قلاب وانتخاب قلاب وزمان دیگر پایین آمدن برای بالا بردن سرعت باید آن را دوبالابر کرده واگر بتوان زمان انتخاب را دردیگر زمان ها را ارتقا نمود زمان را در دیگر ماشین ها زیاد می شود برای این منظور ازژاکارد و بالابر استفاده می شود که یک بالابر پودها زوج و بالابر دوم پودهای فرد را می گذارد
مدل وردل= کارت طرح از نوع کاغذی است . به صورت غیر مستقیم فرمان می گیرد وهمواره دارای یک سیلندر فرمان می باشد سوزن های فرمان Sبرروی کاغذ فرمان قرار می گیرند این عمل توسط تخته ی راهنما روی کاغذ فرمان قرار می گیرند این عمل توسط تخته ی راهنمایBکه درجهت فلش به سمت راست حرکت می کند انجام می شود چنانچه روی کاغذ فرمان سوراخ وجود داشته باشد وسوزن فرمان وارد سوراخ شود میله ی فرمان مربوط به ان Aخارج از مسیر حرکت دنده شانه ای های L واقع می شود ودرنتیجه موقعی که دنده شانه ای به سمت راست حرکت می کند نمی تواند این میله را به سمت راست حرکت دهد که در نتیجه قلاب مربوط به ان درمسیر حرکت بالابر قرار گرفته وبا ان بالا کشیده می شود چنانچه درکاغذ فرمان ودرزیر سوزن فرمان سوراخ وجود نداشته باشد میله ی فرمان مربوط به ان پایین نرفته ودرمسیر حرکت دنده شانه ای واقع می شود ودنده شانه ای ان را به سمت راست حرکت می دهد ودرنتیجه قلاب مربوط به ان از مسیبر بالابر خارج شده ونخ تار پایین می ماند
مراحل مختلف اماده سازی ماشین ژاکارد
منظور ازمراحل مختلف اماده سازی یک ماشین ژاکارد انجام عملیات مختلف زیر است:
ریسمان کشی ,اتصال ریسمان ها به قلاب ها ,انصال ریسمان ها به میل میلک ها تنظیم دهنه ,تقسیم بندی میل میلک ,نخ کشی تار ها ا زداخل شانه ی بافندگی وبه کارانداختن ماشین بافندگی درضمن درماشین ژاکارد چند اصطلاح مهم به شرح زیر وجود دارد.
رپیت نقش(رپیت شکل یارپیت تصویر):رپیت (تکرارنقش تعداد تارمختلفی است که نقش ویاتصویر پارچه رابه وجود می اورد ودعرض پارچه تکرار می شود
رپیت تار:تعداد نخ های تار مختلفی که بافت پارچه رابه وجود می اورد ودر عرض پارچه تکرار می شود رپیت تار می گویند
رپیت ماشین:تعداد قلاب های ماشین ژاکارد که برای تشکیل نقش ویا شکل پارچه به کار می رود رپیت ماشین نامیده می شو قلاب های تشکیل دهنده ی کناره ی پارچه وقلاب های فرمان دهنده ی تعویض ماسوره ی رنگی ,تعویض جعبه ی ماکووغیره جزء رپیت ماشین به حساب نمی ایند
برای ان که درارچه های بافته شده روی ماشین ژاکارد یک نقش ویا شکل بدون نقص به وجود آید باید شرایط زیر موجود باشد
۱_رپیت ماشین برابر بارپیت نقش ویامضرب صحیحی ازآن باشد
۲_رپیت ماشین ورپیت نقش مضرب صحیحی ازرپیت تارباشند
۳_برای ان ها درعرض پارچه تعداد رپیت نقش عدد صحیحی باشد(تا به تعداد صحیح نقش روی پارچه بدون نخ های تار کناره مضرب صحیحی ازرپیت ماشین ویارپیت طرح باشد)
قسمت ریسما ن کشی ماشین ژاکارد شامل(زه یاهارنیش)تخته ریسمان;میل میلک ها ووزنه ها می باشد این قسمت وظیفه دارند که حرکت قلاب را به نخ تار منتقل کنند طریقه ی ساده ی ریسمان کشی در شکل نشان داده شده است یک دستگاه ژاکارد ۴۰۰قلابی دیده می شود قلاب ها در۸ردیف ۵۰ قلابی قرار گرفته اند پایین تر ازنقطه ی اتصال ریسمان ها قرار دارد تخته ریسمان به تعداد نخ های تار اسنو دارای سوراخ است دراین مثال نقش پارچه از چهار راپورت ۴۰۰تاری تشکیل شده است بنابراین مجموع نخ خای تار ۱۶۰۰ عدد است
تخته ریسمان نیز دارای ۱۶۰۰ سوراخ می باشد که سوراخ ها در۳۲ ردیف ۵۰ سوراخی مطابق تقسیم بندی قلاب ها قرار گرفته اند ازقلاب شماره ۱چهار ریسمان به نخ های تار شماره ۱,۴۰۱,۸۰۱,۱۲۰۱,متصل شده است به این ترتیب قلاب اول نخ اول هریک ازراپورت های نقش راکنترل می کند به همین ترتیب ریسمانی که ازقلاب شماره ۸جلوی ماشن گرفته شده است به نخ های تار شماره۸,۴۰۸,۸۰۸,۱۲۰۸متصل است وبه همین ترتیب هریک از ۴۰۰قلاب توسط ۴ریسمان به۴ نخ تار مربوط است قسمت پایین هریک ازریسمان ها به یک میل میلک متصل است واز درون چشمک میل میلک یک نخ تارعبور داده می شود به انتهای هریک از میل میلک ها وزنه ای به جرم ۲۵ گرم متصل است وظیفه ی این وزنه ها ان است که نخ های تار را به پایین بکشند.
با در نظر گرفتن نوع پارچه و نقش آن معمولاً ۶ نوع ریسمان کشی وجود دارد که چند نمونه از آن ذکر می گردد.
۱- ریسمان کشی متوالی
۲- ریسمان کشی جناغی
۳- ریسمان کشی جناغی با فاصله
۴- ریسمان کشی متصل و مرکب
۵- ریسمان کشی برای پارچه هایی که دارای نقش راه راه طولی هستند.
۶- ریسمان کشی متوالی با استفاده از تخته ریسمان چند قسمتی و چند ریسمانی.
انواع پود گذاری:
ماشینهای بافندگی با سیستم پود گذاری معمولی : در این ماشینها پود گذاری توسط ماکویی که در داخل آن ماسوره نخ پود قرار دارد انجام می شود. این ماشینها به طور کلی شامل ماشینهای بافندگی معمولی و اتوماتیک هستند. ماشینهای بافندگی معمولی بیشتر در بافت پارچه ای سنگین، مانند پشمی و غیره استفاده قرار می گیرد. امروزه اکثر ماشینهای بافندگی با روش پود گذاری معمولی از نوع اتوماتیک هستند
ماشینهای بافندگی با سیستم پودگذاری غیر معمولی:
این ماشینهای بافندگی به گروههای مختلفی تقسیم می شود
۱:ماشینهای بافندگی که در آنها عمل پودگذاری توسط یک جسم پرتاب شوند انجام می شود. پود گذاری در این ماشینها یا توسط ماکوی گیره ای که فاقد ماسوره است و در دو سر ماکو گیره هایی تعبیه شده و یا توسط جسم پرتاب شونده گیره دار کوچکی که ابتدای نخ پود را می گیرد و به داخل دهنه می کشد انجام می شود
۲:ماشینهای بافندگی که به طور مثبت پودرگذاری می کنند. این ماشینها دارای گیرههایی هستند که توسط تسمه و یا میله به داخل دهنه رفته و نخ پود را وارد می کنند
۳:ماشینهای بافندگی جت: این نوع ماشینها به وسیله جت آب و یا جت هوا نخ پود را به داخل دهنه وارد می کند
۴:ماشینهای بافندگی چند فازی: در این ماشینها همزمان چند دهنه به صورت سری و یا موازی تشکیل می شود و چند پود را وارد دهنه می کند
منابع فارسی:
۱:مکانیزم و تکنولوژی ماشین های بافندگی : دکتر هوشنگ بهزادان و مهندس شاهپور وزیر دفتری
۲:مبانی طراحی پارچه…..مهندس کامران متین
۳:Nelson, Hector William (1909). Jacquard machines; instruction paper. Chicago: American School of Correspondence.
۴:Posselt, Emanuel Anthony (1887). The Jacquard machine analyzed and explained: with an appendix on the preparation of Jacquard cards. Philadelphia: Pennsylvania museum and school of industrial art
۵:راهنمای بافندگی……سابیت ادنور
۶:بلینـوف ، آی ، میررضـا طــاهری اطاقسـرا ، (۱۳۸۰ ، (اصـول طراحـی و محاسـبه بافـت پارچ ـه ، چــاپ دوم جهــاد دا نشـگاهی صــنعتی امیر کبیر ، تهران ، ۱۳۸۰
۷:خجسته ، محمد رضا ، ۱۳۸۳ ، تکنیک بافت پارچه ، چاپ اول ، دانشگاه آزاد اسلامی یزد ، یزد ، ۱۳۸۳
شرکت ترکیه ایی Uğurteks Tekstil Makina Parkı با افتخار ارائهدهنده ماشینآلات نساجی دست دوم با…
مهندس قاسم حیدری، کارشناس ارشد تکنولوژی نساجی با توجه به اینکه ماشین آلات خط تولید…
سید شجاعالدین امامی رئوف، دبیر انجمن صنایع نساجی ایران، بیان کرد: برنامه هفتم توسعه در…
ابراهیم شیخ، معاون صنایع عمومی وزارت صنعت، معدن و تجارت، اعلام کرد: در هشتماهه نخست…
دكتر محمد ميرجليلي: مدير نمایشگاه نساجی و پوشاک استان یزد و مدیرعامل شركت مهندسي تحقيقاتي…
سامانه دعوت آنلاین نمایشگاه Garment Tech استانبول که به نمایش جدیدترین فناوریها در صنعت پوشاک…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}