مینو فتحعلی زاده کلخوران – دکتر اکرم ابراهیم بیگی چیمه
۱.دانشجو کارشناسی ارشد رشته طراحی لباس و پارچه دانشگاه علم و فرهنگ
Email: m.kalkhoran@usc.ac.ir
۲.استاد رشته طراحی پارچه و لباس،دانشگاه علم و فرهنگ
Email: a.beigichimeh@yahoo.com
چکیده :
پارچه یا منسوج حاصل درگیری الباف تابیده یا نتابیده با یکدیگر می باشد.این منسوج مستقیماً از رشته های الیاف تشکیل می شوند که به وسیله روشهای اتصال با هم درگیر میشوند که به آن بافت گفته میشود و به روش اتصال، بافندگی اتلاق می گردد و یا از درهم پیچیدگی الیاف،بصورت پارچه های بی بافت و نمدی در می آیند بطوریکه خصوصیات فیزیکی هر یک باعث مصرف خاص آن پارچه می شوند.روشهای بافت به دو صورت بافندگی تاری پودی و بافندگی حلقوی می باشند و این خود به دو روش بافندگی حلقوی تاری و بافندگی حلقوی پودی تقسیم می گردد.در این نوشتار ابتدا به اصول اولیه بافندگی حلقوی پودی و تعاریف حلقوی پودی و تاری و اصطلاحات متداول،اصول مراحل بافت برروی یک سوزن،انواع سوزن،چگونگی تشکیل حلقه توسط سوزن زبانه دار ماشین های حلقوی،انواع بافت اصلی و سپس به معرفی انواع ماشین و مقایسه بافندگی حلقوی و تاری و مصارف هر یک پرداخته شده است.
کلید واژه ها : بافندگی ، حلقوی ، پودی
مقدمه :
بافندگی حلقوی روشی از تهیه پارچه است که در این روش با خمیده کردن طولی از نخ به شکل حلقه و عبور حلقه ها از یکدیگر با شیوه های مختلف،پارچه تولید میشود.هنر بافتنی دستی و اتصال و در گیری نخ ها با یکدیگر از هنرهای بسیار قدیمی است که به قرن ها قبل از میلاد مسیح باز می گردد.آثار بدست آمده در مصر که متعلق به قرن پنجم قبل از میلاد می باشد،پیشرفته بودن این هنر دستی را ،در آن زمان نشان میدهدواولین دستگاه بافندگی حلقوی پودی را در سال ۱۵۸۹،شخصی به نام ویلیام لی William Lee در انگلستان اختراع کرد.سرعت این دستگاه ده برابر بیشتر از سرعت تولید بافت با روش بافتنی دستی بود،بطوریکه اختراع آن باعث پیشرفت و تکامل بافندگی حلقوی شد.ساخت اولین دستگاه بافندگی حلقوی تاری نیز در سال ۱۷۷۵ انجام گرفت.صنعت بافندگی حلقوی به دو قسمت مجزای بافندگی حلقوی تاری و بافندگی حلقوی پودی تقسیم شده است.سازندگان ماشین آلات نیز هر یک،فناوری خاص خود را دارند و غالباً خصوصیات بافت ها و موارد مصرف تولیدات آنها نیز با هم متفاوت است.
پیدایش تکنولوژی بافندگی حلقوی
عبارت بافندگی حلقوی به روش از ایجاد بافت اطلاق میشود که با خمیده کردن طولی از نخ به شکل حلقه های یک زنجیر، که از میان یکدیگر عبور داده شده اند، پارچه تولید می گردد که با روش دستی قدمت دیرینه دارد و مهارت استفاده از دانه گیری، کور کردن، کیسه ای بافتن و ایجاد نقشه، نمایانگر پیشرفته بودن بافتنی دستی است.
نخ در بافندگی حلقوی میبایست ظرافت، نرمی، مقاومت و قابلیت کشش و برگشت پذیری مناسب و لازم را داشته باشد و دارای تاب زیادی نباشد.
اولین دستگاه بافندگی حلقوی پودی را در سال ۱۵۸۹ شخصی به نام ویلیام لی در انگلستان اختراع کرد. سرعت این دستگاه ده برابر بیشتر از سرعت تولید بافت با روش بافتنی دستی بود. اختراع این دستگاه باعث پیشرفت و تکامل بافندگی حلقوی شد در سال ۱۷۷۵ اولین دستگاه بافندگی تاری نیز اختراع شد.
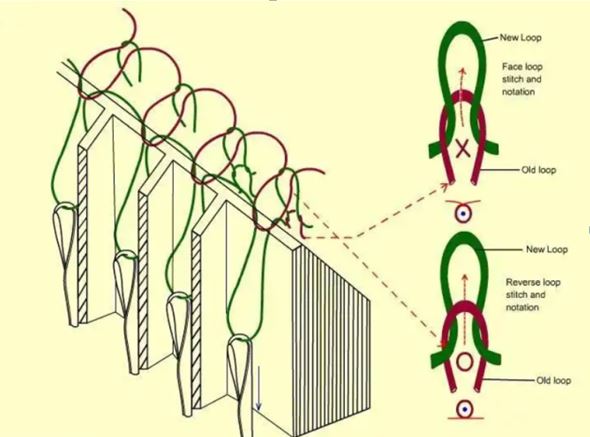
حلقه
اساساً ساختمان بافت حلقوی از نخ هایی تشکیل شده است که توسط سوزن به شکل حلقه در آمده و با یکدیگر متصل هستند. ابتدا نخ به سوزن تغذیه شده و از داخل حلقه قبلی عبور داده میشود. با عمل عبور دادن نخ جدید از داخل حلقه قبلی، حلقه قبلی آزاد می گردد. قسمتی از حلقه جدید که در گیر با سر حلقه قبلی است بنام “پای حلقه”و نخ جدید کشیده شده از داخل حلقه قبلی، حلقه جدید، نامیده میشود. سرحلقه جدید توسط قلاب سوزن نگه داشته شده است. بنابر این یک ساختمان بافت (پارچه) بوسیله عبور حلقه ها از داخل یکدیگر بوجود می آید و بسته به نحوه اتصال حلقه ها به طرفین، بالا و پایین، حلقه ها یا در یک ستون عمودی قرار می گیرند که بنام “ردیف “است یا در یک خط افقی قرار می گیرندکه “رج”نامیده میشود.
دو اصطلاح ردیف و رج مشابه تار و پود در ساختمان پارچه های تاروپودی است و از این جهت بافندگی حلقوی به دو دسته حلقوی پودی و حلقوی تاری تقسیم میشود. در حلقوی پودی سوزنهایی که مجاور یکدیگر قراردارند، در یک دوره (سیکل) از عملیات بافندگی، یک خط افقی از حلقه ها یا رج را بوجود می آورند.
ساختمان بافت حلقوی از نظر ظرافت، عیوب پارچه، نخ های اضافی نقشه و یا اثر مراحل تکمیلی بر روی آن لازم است مورد توجه قرار گیرد. اطمینان از عبور حلقه ها از داخل یکدیگر و در یافت نمودن نخ توسط سوزن، قبل از آزاد کردن حلقه قبلی ضروری است، در غیر اینصورت در هنگام تکمیل یا مصرف، پارگی، در رفتگی و یا جدا شدن ساختمان بافت از یکدیگر بوجود می آید.
در پارچه های بافندگی حلقوی پودی طول نخ تغذیه شده برای بوجود آوردن یک رج را “طول نخ رج”می نامند. یک رج از نقشه به معنای حلقه های تشکیل شده بر روی یک صفحه از سوزن های مجاور یکدیگر و در صورت وجود دوسری سوزن است. در بافت ساده حلقوی پودی رج به همین معناست اما در پارچه هایی با بافت پیچیده یک رج از نقشه ممکن است دارای دو یا چند طول نخ رج باشد.
تراکم حلقه _ اصطلاح تراکم حلقه در حلقوی پودی به معنای تعداد حلقه ها در یک واحد سطح مربع است مانند یک اینچ مربع و یا سه سانتیمتر مربع. یعنی حاصلضرب تعداد رج در ردیف، در یک اینچ را تراکم حلقه در اینچ مربع می گویند. با تعیین آن اندازه گیری دقیق تر می شود. زیرا ممکن است در اثر کشش بر روی پارچه، تعداد رج ها و تعداد ردیف ها بیشتر شود(در یک اینچ مربع)که حاصلضرب رج و ردیف این اثر را خنثی می کند.
جهت فنی پارچه ـ در یک پارچه حلقوی هنگامی که رج ها بصورت افقی و ردیف ها عمودی قرار دارند، سر حلقه به طرف بالا و اولین رج بافته شده در پایین پارچه قرار دارد.
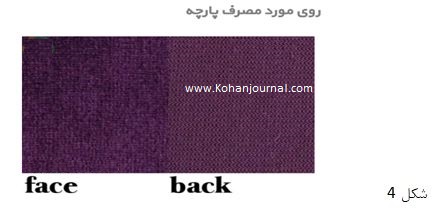
روی مورد مصرف پارچه ـ اصطلاحات رو، پشت، بالا و پایین پارچه همیشه به معنای اصلی خود مورد استفاده قرار نمی گیرند و بستگی به نوع تولید و مصرف آن دارد.
بطور مثال جوراب ساق کوتاه و یا سه ربع نسبت به طریقه بافت آن سروته استفاده میشود ( ابتدا کش بالای جوراب بافته میشود) یا پشت پارچه پرزدار به عنوان روی مصرفی می باشد و ممکن است پارچه پرده ایی از جهت غیر مستقیم آن استفاده شود یا پارچه راه راه لباسی بصورت اوریب بریده شود.
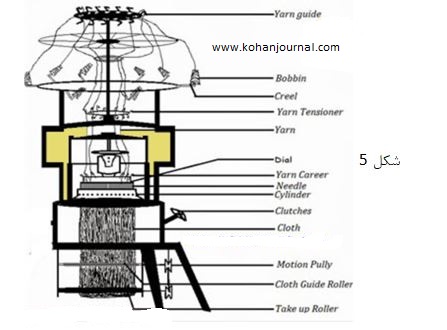
امروزه این اصطلاح برای کلیه دستگاههای حلقوی بکار برده میشود. یک ماشین بافندگی حلقوی دستگاهی است که برای تولید یک ساختمان بافت، از حرکات مکانیکی عناصر اصلی بافت، استفاده می کند. هماهنگ نمودن مکانیزم بکار رفته برای انجام بافت به عهده ماشین است. قسمت های یک ماشین بافندگی حلقوی به قرار زیر است:
۱ـ قسمت اسکلت یا بدنه اصلی که بصورت گرد یا تخت است و بستگی به شکل سورنها دارد و در واقع پایه ایی برای نگه داری اکثر مکانیزم های ماشین است.
۲ـ واحد حرکت و کنترل ماشین که برای حرکت برقی قسمت های مختلف و مکانیزم ها استفاده می شود.
۳ـ واحد عبور نخ که شامل بسته نخ (دوک) یا قرقره (چله)، عوامل کشش دهنده به نخ، کنترل تغذیه نخ و راهنمای نخ یا نخ می باشد.
۴ـ واحد بافندگی شامل عناصر بافت، محل قرار گرفتن هر یک از آنها، حرکت و کنترل ، عملانتخاب برای انجام طرح و کنترل قواره های بافته شده (در ماشین هایی قواره باف) است.
۵ـ واحد برداشت پارچه شامل کشش پارچه، یچش پارچه و هماهنگی آن با یکدیگراست.
۶ـ واحدهای کنترل کیفیت شامل توقف کننده، حس کننده های عیوب سوزن و پارچه (پلیس)، سیستم های روغن کاری اتوماتیک و پنکه دور کننده پرز از روی ماشین.
سوزن
یکی از عناصر اصلی ماشین های بافندگی حلقوی سوزن است که فلزی و قلاب دار است. در هنگام تغذیه نخ، قلاب سوزن که کاملاً باز بوده تا بتواند نخ جدید را بگیرد، در حالیکه حلقه قبلی بر روی سوزن قرار دارد، سپس قلاب سوزن بسته شده تا نخ جدید داخل قلاب بماند و حلقه قبلی از روی قلاب عبور کرده و آزاد می گردد. با این عمل نخ جدید از داخل حلقه قبلی عبور داده میشود و تبدیل به یک حلقه جدید میشود . به منظور بسته شدن سر سوزن در هنگام عملیات بافندگی برای کلیه سوزنهای بکار رفته در ماشین های بافندگی حلقوی از روشی جهت بستن قلاب سوزن استفاده شده است.
کشش پارچه ـ پارچه ایی که بافته شده است و آخرین رج آن متصل به قلاب سوزن ها است، همواره کشش است، بر روی ماشین هایی که دارای دوسرسوزن است که بصورت عمود بر هم و یا تحت زاویه دیگری که نسبت به هم قرار دارند، قلاب دوسری سوزن ها پشت به هم قرار گرفته و پارچه از بین فاصله دوسری سوزن (دوصفحه سوزن) به پایین کشیده میشود.
جلو و پشت ماشین ـ کلیه ماشین های فولی فشن دارای جلو و پشت هستند، جلوی ماشین سمتی است که پارچه کشیده و پیچیده میشود، چنانچه دارای یکسری سوزن عمودی باشد، قلاب سوزنها به سمت پشت ماشین قرارگرفته و در صورتی که دارای دو سری سوزن عمودی باشد، پارچه از بین آنها و از زیر یک صفحه سوزن عبور می کند و از همان جهت هم، کشش و پیچش بر روی پارچه انجام می گیرد. در این نوع ماشین
ها قلاب س وزنهای صفحه جلویی به طرف برداشت پارچه است و قلاب سوزنهای صفحه پشتی به طرف پشت ماشین است. در ماشین های بافندگی حلقوی تاری میله های راهنما و قرقرهها نسبت به جلو و پشت ماشین شماره گذاری می گردند. ماشین های گردباف جلو و پشت ندارد و پارچه از وسط ماشین به سمت پایین کشیده میشود.
اصول مراحل بافت بر روی یک سوزن
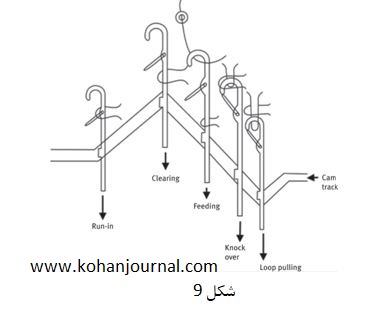
شکل زیر مراحل عمل بافت را بر روی یک سوزن نشان میدهد. در این شکل سوزن از نوع قلاب دار است. در بعضی از ماشین ها سوزن حرکت کرده و از میان حلقه عبور می کند و در برخی دیگر سوزن حرکت نداشته و حلقه از روی سوزن توسط یکی از عناصر بافت عبور داده میشود. در حالت دوم، قطعات تعبیه شده برای انجام عمل بافت، بستگی به طراحی ماشین دارد.
آشنایی با انواع سوزن در بافندگی
سوزن که قطعه ای فلزی و قلابدار است یکی از مهمترین عناصر اصلی بافت در ماشین های بافندگی حلقوی به شمار میرود، سوزنها به مرور زمان تکامل یافته و انواع مختلف آن بشرح زیر است:
۱ـ سوزن فنری یاکتن ۲ـ سوزن زبانه دار(ماهک دار) یک سرودوسر
۳ـ سوزن مرکب ۴ـ سوزن نواربافی
۱ـ سوزن فنری ـ اولین سوزن که اختراع شد، سوزن فنری بود که امروزه ارزان ترین و ساده ترین نوع سوزن به شمار می رود، زیرا از یک تکه فلز با ظرافت متفاوت بسته به گیج آن، ساخته می شود و می تواند به اندازه ای ظریف باشد که حتی بر روی گیج۶۰ سوزن در یک اینچ استفاده شود. سوزن ها با فواصل یکسان در محل خود بر روی ماشین قرار می گیرند و بطور دسته جمعی حرکت می کنند. ماشین هایی که سوزن فنری دارند از جهت میزان تولید بافت ساده با ماشین های دیگر قابل رقابت نیستند و امروزه این نوع ماشین ها به منظور تولید بافت های خاص مورد استفاده قرار می گیرند. در بافندگی حلقوی پودی نوعی از ماشین های سینکرویل و لوپ ویل که مجهز به سوزن های فنری هستند برای تولید پارچه های خواب دار بکار میروند. قابلیت انعطاف این نوع سوزن برای تولیدات ماشین های سینکرویل و انتقال حلقه در ماشین های فولی فشن، مناسب است.
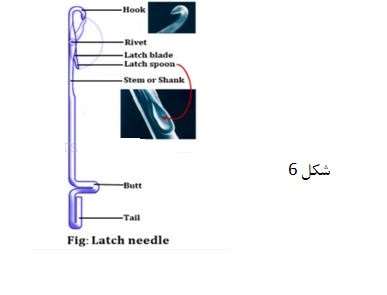
۲ـ سوزن زبانه دارـ این سوزن را در سال ۱۸۰۶ “پیرژاندیو” اختراع کرد اما حدوداً چهل سال بعد، یعنی در سال ۱۸۴۷ توسط “ماتیوتاون” زند در عمل مورد استفاده قرار گرفت. مزیت سوزن زبانه دار ساده تر شدن تشکیل حلقه و انتخاب سوزن ها بطور مجزا برای تولید پارچه های مختلف است که امروزه بسیاری از ماشینهای حلقوی پودی و تاری مجهز به سوزن زبانه دار می باشند. سوزن دارای قسمت های زیر است:
۱ـ قلاب: که عمل کشیدن نخ و نگهداشتن حلقه جدید را برعهده دارد.
۲ـ میخ پرچ که باعث نگهداشتن زبانه بر روی ساقه ی سوزن میشود.
۳ـ زبانه و سوزن که دارای حرکت نوسانی است و از آن برای بستن یا باز نگهداشتن قلاب سوزن، در هنگام تشکیل حلقه استفاده میشود.
۴ـ قاشقک زبانه، که در انتهای زبانه قرار دارد . با بسته شدن زبانه، قلاب سوزن توسط آن کاملاً مسدود میشود.
۵ـ ساق یا میله سوزن، که حلقه و یا نخ ، هنگام لغزیدن از روی زبانه بر روی آن قرار می گیرد.
۶ـ پایه سوزن که حرکت سوزن به منظور تشکیل حلقه به سمت بالا و پایین و یا جلو و عقب توسط مسیر بادامک ها و به وسیله ی آن(پایه سوزن)انجام میشود.
۷ـ دنباله ی سوزن، بعضی از سوزنها دارای دنباله ای هستند که کار آن بهتر نگهداشتن سوزن درون شیار صفحه است.
نوعی سوزن زبانه دار که به نام سوزن دوسر زبانه دار می باشد ، بدون پایه بوده و دو قلاب و زبانه در دوسر خود دارد. این نوع سوزن میتواند توسط هر یک از قلاب ها تشکیل حلقه بدهدو بر روی ماشین های دوبله سیلندر تخت باف، گردباف و جوراب بافی مورد استفاده قرار گیرد.
حرکت انفرادی یا مجزای سوزن های زبانه دار باعث کشیدن و فرم دادن حلقه های تشکیل شده توسط آنها میشود. در حالیکه ، استفاده از این سوزنها بر روی ماشین های حلقوی تاری که حرکت دسته جمعی دارند، بکارگیری قطعاتی بنام سینکرو یا راهنماهایی برای قرار دادن نخ به دور ساقه سوزن را الزامی می کند. آلمانی ها حرکت سوزن را به دو روش تقسیم نموده اند . روش اول که سوزن ها حرکت مجزا دارند بنام اشتریکرای strickrie یا کشیدن حلقه و روش دوم که سوزنها حرکت دسته جمعی دارند را به نام ویرکرای wirehrie یا فرم دادن حلقه می نامند. میزان حرکت سوزن به سمت بالا جلو قابل کنترل است و این عمل باعث ایجاد انواع حلقه نبافت، بافت و یا حلقه نیم بافت در یک ابزار خواهد شد و میزان حرکت برگشت سوزن، طول حلقه را تعیین خواهد کرد.
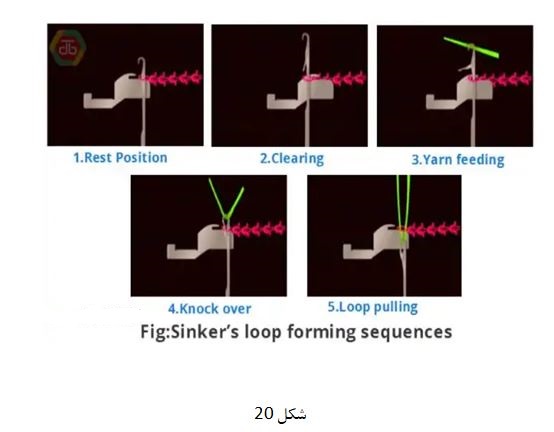
موقعیت استراحت سوزن بین مرحله ۱و۲ است. در این مرحله نخ بر ، میتواند بدون آنکه سوزن ، نخ جدید را بگیرد، عبور کند و بدین ترتیب ، حلقه قبلی سرسوزن باقی مانده و نبافت انجام میشود. عمل نیم بافت بین مراحل ۲و۳ انجام میشود به گونه ای که سوزن تا ارتفاعی بالا می رود که بتواند نخ جدید را بگیرد اما حلقه قبلی از روی زبانه به روی ساقه سوزن انتقال نمی یابد و با عمل برگشت سوزن به قسمت پایین ،زبانه باز خواهد ماند و حلقه قبلی ، سرسوزن باقی مانده و نخ گرفته شده، تبدیل به حلقه بافت نشده است ، بلکه بصورت حلقه نیم بافت می باشد.
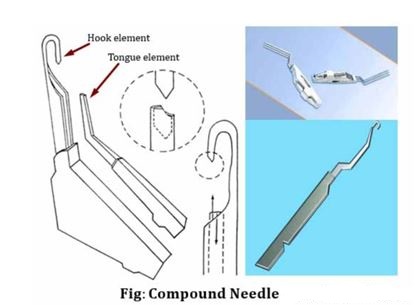
۳ـ سوزن مرکب ـ این سوزن را در سال ۱۸۵۶ در انگلستان شخصی به نام جیکوک اختراع کرد، این سوزن دارای دو قسمت مجزا به صورت “قلاب همراه با ساق” و “زبانه” است، که هر یک از آنها بر روی ماشین بطور جداگانه قابل کنترل می باشد، که روی ماشین های بافندگی تاری و اخیراً روی نوعی از ماشین های گردباف و تخت باف (حلقوی پودی) استفاده میشود.
عملیات سوزن مرکب برای انجام تشکیل حلقه، ساده تر، ملایم تر و کوتا هتر است. به همین دلیل برای تولید بافت های ظریف و با سرعت بالا مناسب است.هزینه ساخت این سوزن از دو سوزن قبلی بیشتر است و حرکت هر دو قسمت آن نیاز به کنترل دقیق دارد.
۴ـ سوزن نواربافی ـ این سوزن تقریباً مشابه سوزن فنری است، با این تفاوت که سر سوزن بسته است و نخ از یک سمت داخل قلاب سوزن میشود. عملیات بافت در ماشین هایی که مجهز به سوزن نواربافی می باشند بصورت حلقوی تاری بوده و از این نوع بافت غالباً برای تولید نوارهای تزیینی و یا نوارهای کشی استفاده میشود.
گیج ماشین ـ اصطلاح گیج برای بیان ظرافت بافت یک ماشین بکار میرود و عبارتست از فاصله بین مرکز یک سوزن با مرکز سوزن مجاور. در ماشین های حلقوی پودی که مجهز به سوزن زبانه دار می باشند، معمولاً تعداد سوزن ها در طول یک اینچ را “گیج ماشین” می نامند، بطوریکه بیشتر بودن تعداد سوزن در یک اینچ تعیین کننده ی ظرافت بیشتر بافت است، اما در برخی از ماشین ها مانند فولی فشن(راست بافت) تعداد سوزنها در ۱/۵ اینچ گیج است و در ماشین های راشل در بافندگی حلقوی تاری ، تعداد سوزنها در دو اینچ را گیج می نامند.
عوامل اصلی در بافندگی
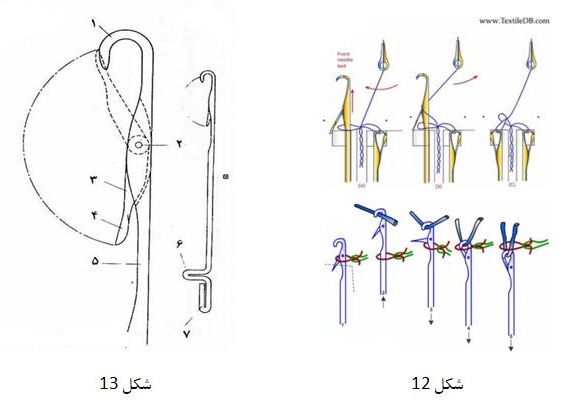
سینکر(لبه گیر)ـ دومین عامل اصلی بافت بعد از سوزن، سینکر است که صفحه فلزی نازکی می باشد و حرکتی مجزا و یا دسته جمعی و تقریباً زاویه ۹۰درجه نسبت به قلاب سوزن دارد. سینکر ها بین سوزن ها قرار می گیرند و نقش آنها در عملیات بافندگی یک یا تعدادی از موارد زیر است:
ـ فرو بردن نخ در بین سوزن ها جهت تعیین طول حلقه
ـ نگهداشتن حلقه در هنگام بالا رفتن سوزن
ـ قرار گرفتن حلقه آزاد شده بر روی لبه سینکر
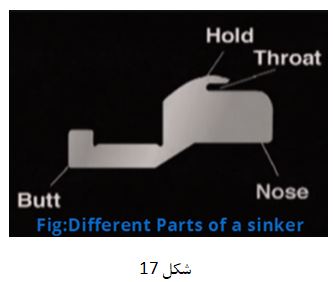
در شکل زیر نیز بخش ها مختلف سینکر نشان داده شده است.
اجزاء سینکر
ـ گلوگاه (دهانه) Throat ـ نگه دارنده Hold
ـ دماغه Nose ـ لبه انتهایی Butt
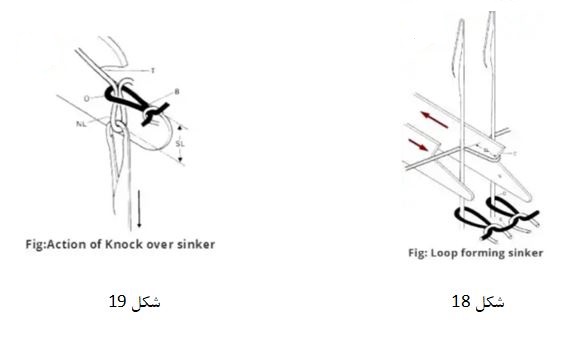
در ماشین های راست باف(فولی فشن) و سیکرویل که مجهز به سوزن های فنری هستند، نقش اصلی سینکرها قرار دادن نخ تغذیه شده بین سوزنها (تعیین طول حلقه) می باشد مانند هنگامی که سینکر به طرف جلو حرکت می کند نخ به وسیله قسمت Cدر شکل زیر گرفته شده، بین دو سوزن کشیده میشود، بدین ترتیب ، اندازه طول حلقه تعیین می گردد. در ماشین های حلقوی پودی و تاری که مجهز به سوزن زبانه دار هستند، غالباً کار اصلی سینکر تعیین طول حلقه نیست.
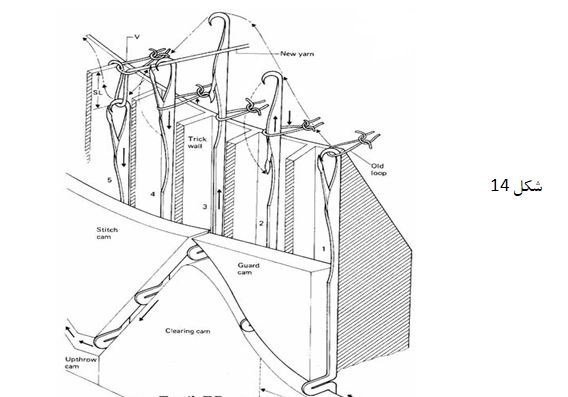
دومین و متداول ترین وظیفه سینکرها بر روی ماشین های مدرن امروزی، نگه داشتن حلقه قبلی در پایین ترین نقطه بر روی ساقه سوزن در هنگام بالا رفتن سوزن به منظور تشکیل حلقه جدید و جلوگیری از بالا رفتن حلقه همراه سوزن می باشد. در شکل سوم بر آمدگی سینکرN بر روی حلقه قبلی O قرار گرفته و مانع از بالا آمدن آن همراه با سوزن میشود. در ماشین های حلقوی تاری کتن و ماشین های یک سیلندر پودی قسمت فرو رفته دهانه T جهت نگهداری و کنترل حلقه قبلی می باشد.
در ماشین های پودی با سوزن زبانه دار ، انتهای سینکر دارای برش مستطیلی شکل است که به دلیل عمل بادامک بر روی سینکر طراحی شده است. سومین دلیل وجود سینکر، ایجاد برای قرارگرفتن حلقه آزاد شده در پایین ترین موقعیت سوزن است.
جک ـ یکی دیگر از عناصر بافت بر روی بعضی از ماشین های حلقوی پودی، جک است که ممکن است برای انتخاب و حرکت سوزن بکار برده شود و محل آن در همان شیار سوزن و زیر آن است و دارای پایه و بادامک های مربوط به خود و مسیر متفاوت بادامکی می باشد. حرکت سوزن ممکن است مستقیماً به وسیله پایه آن و بادامک های فرمان دهنده به سوزن و یا بطور غیرمستقیم و از طریق جک انجام شود.
انواع بادامک
حرکت سوزن بر روی یک ماشین بصورت دسته جمعی یا بطور انفرادی و مجزا صورت می گیرد. بادامک ها قطعاتی هستند که حرکت گردش ماشین را به عملیات مناسب بر روی سوزن ها و یا دیگر عوامل تبدیل می کنند. بادامک ها به دقت طراحی و کارگذاشته میشوند تا بتوانند زمان صحیح حرکت و ساکن بودن سوزن را کنترل کنند. بادامک ها بر دو نوع هستند، بادامک هایی که به منظور عمل بافندگی می باشند و بادامک هایی که برای تکمیل مسیر حرکت سوزن همراه با بادامک های مذکور بکاررفته و در ماشین های بافندگی حلقوی قرار گرفته اند و حرکت را کنترل می کنند.
روش های تبدیل نخ به حلقه بافت
سه روش تبدیل نخ به حلقه بافت وجود دارد:
۱ـ فرو بردن نخ بین سوزن های مجاور، که بوسیله سینکرها و یا عناصر دیگری که بتوانند این عمل را انجام دهند صورت می گیرد. این عمل بر روی ماشین های فولی فشن و برخی از ماشین های گردباف که مجهز به سوزن فنری هستند، انجام میشود.
۲ـ تغذیه نخ با کشیدن نخ توسط قلاب به طرف پایین و عبور از داخل حلقه قبلی انجام میشود. عمل پایین آمدن سوزن توسط بادامک طول حلقه انجام می گیرد. این روش بر روی کلیه ماشین های پودی که در آن سوزن زبانه دار بکاربرده میشود، یکسان است.
۳ـ عمل تغذیه نخ ، به دور سوزن انجام میشود. مانند حرکت میله راهنما که جهت تشکیل حلقه صورت می گیرد. حرکت نوسانی ثابت است ، اما حرکت افقی راهنمای نخ ممکن است نسبت به طرح بافت متفاوت باشد. این روش بر روی کلیه ماشینهای حلقوی تاری و پودی که دارای واحد تغذیه نخ تار می باشند، صورت می گیرد، مقدار طول حلقه معمولاً بستگی به مقدار تغذیه نخ دارد.
انواع بافت اصلی
چهار نوع بافت اصلی وجود دارد:
۱ـ بافت ساده ۲ـ بافت ریب ۳ـ بافت اینترلوک ۴ـ بافت پرل
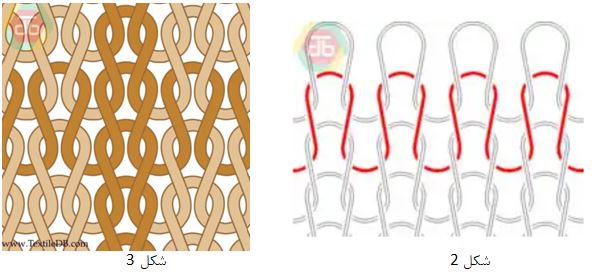
۱ـ بافت ساده : این نوع بافت بر روی یکسری سوزن بدست می آید که معمولاً روی فنی عنوان مصرفی پارچه در نظر گرفته میشود.
۲ـ بافت ریب : روی دوسری سوزن که بین یکدیگر عمل می کنند، بافته میشود، بنابر این در دوروی پارچه ردیف هایی از حلقه رو دیده میشود و چنانچه به پارچه در حالت کشیدگی نگاه کنیم ، در پشت حلقه فنی رو، حلقه فنی پشت قرار دارد.
۳ـ بافت اینترلوک : این بافت از ریب بدست آمده است اما ترتیب قرار گرفتن سوزنها نسبت به یکدیگر متفاوت است و بصورت مقابل هم می باشد. ساختمان بافت به گونه ای است که دو سوزن مقابل یکدیگر هیچگاه هم زمان به حالت بافت قرار نمی گیرند، در پارچه ردیف حلقه های پشت و رو مقابل یکدیگر قراردارند.
۴ـ بافت پرل : این بافت تنها بافتی است که در یک ردیف از حلقه ها میتوان حلقه فنی رو و پشت را مشاهده کرد . اگر چه چنین بافتی روی ماشین با سوزن دو سر زبانه دار تولید میشود اما برخی از ماشین های تخت باف با استفاده از انتقال حلقه و یا حرکت صفحه سوزن ها میتوانند تعدادی از این نوع بافت ها را تولید نمایند.
انواع ماشین های بافندگی حلقوی پودی
ماشین های بافندگی پودی به دو گروه تقسیم میشوند:
۱ـ ماشین های پارچه بافی که تولید آنها بصورت پارچه ممتد و با عرض ثابت است.
۲ـ ماشین های قواره بافی که مجهز به مکانیزم اضافی برای کنترل قواره ها و تکرار منظم آنها میباشند.
۱ـ ماشین های پارچه بافی : این نوع ماشین ها معمولاً دارای سرعت بالا هستند و پارچه تولید شده بصورت طاقه در قسمت پیچش پارچه پیچیده میشود و پس از تولید طول مناسب، پارچه را با قیچی کردن از ماشین جدا می کنند.اغلب این نوع پارچه ها بر روی ماشین های گردباف که دارای سیلندرگردان (همراه با سوزن) هستند و بصورت کیسه ای یا غیر کیسه ای ( کناره ی پارچه در هنگام تولید قیچی شده باشد) تولید میشوند و پس از انجام مراحل تکمیلی ، پارچه جهت تهیه لباس ، مصرف خانگی و صنعتی بریده و دوخته میشود. میزان تولید و امکانات طراحی بافت بر روی این ماشین ها متفاوت است.
۲ـ ماشین های قواره بافی : این ماشین ها اغلب دارای گیج های درشت تر از ماشین های پارچه بافی هستند. ماشین های فولی فشن، تخت باف، جوراب بافی و دستکش بافی ، بافت های مخصوص لباس رو و لباس زیر، از نوع قواره بافی می باشند. بر روی این ماشین ها واحد کنترل برای ترتیب عملیات بافت یک قواره (مثل بالاتنه) و شمارش رج ها وجود دارد، همچنین تبدیل قواره بافی به پارچه بافی نیز امکان پذیر است. از واحد کنترل ممکن است برای زمان تغییر وضعیت بادامک ها، ترتیب سوزنها، ابزارها و سرعت ماشین استفاده شود. همچنین میتواند در زمان مناسب، تاثیر واحد طراحی رادر قسمت حاشیه بافی حذف کند. این واحد، برای اندازه های مختلف قوارههای بافت تنظیم است. بنابر این لازم است تا مکانیزم پایین آوردن پارچه (کشش پارچه) برای میزان متفاوت تولید، قابل تغییر باشد. بر روی ماشین های قواره بافی که تولید آنها بصورت غیر کیسه ای است میتوان دو یا چند قواره در عرض ماشین بدست آورد.
الف ـ ماشین های فولی فشن
ماشین های فولی فشن ماشین هایی هستند که در آنها سوزن های فنری، بصورت عمودی بر روی صفحه سوزنها قرار گرفته اندو حرکتشان را از بادامکی می گیرند که روی محور گردان پایین ماشین قرار دارد. معمولاً این ماشین ها به چند دهنه مشابه (بنام سر) تقسیم شده، که هر یک میتواند بافت یک قواره را تکمیل نماید. پرس سوزنها ( بستن سر سوزنها) با یک صفحه تیغه ای شکل که در عرض و مقابل سوزنها قرار دارد، انجام میشود. عملیات بافت با حرکت عمودی سوزنها، حرکت افقی سینکرها، بسته شدن سر سوزن ها و آزاد شدن حلقه ها انجام میشود. حرکت ابزارها ی انتقال حلقه در کناره ی بافت، برای کم و زیاد کردن عرض صورت می گیرد.
دراین نوع ماشین های فولی فشن عمل انتقال حلقه باعث کاهش سرعت ماشین میشود. این نوع ماشین برای تولید لباسهایی با کیفیت بالا، کشش کم پارچه مناسب است. شکل و فرم دهندگی به پارچه موجب صرفه جویی و کاهش ضایعات نخهای گران قیمت در هنگام برش میشود.
ب ـ ماشین های تخت باف
معمولاً دارای دو صفحه شیاردار ثابت هستند که سوزنها درون شیارها قراردارند و پایه سوزن ها تحت تاثیر بادامک ها ، فرمان حرکت سوزن را می گیرند. واحد روکش باف (حامل کلیه بادامک ها و نخ بر) بصورت رفت و برگشت در عرض ماشین حرکت می کند.این ماشین ها از انواع دستی تا تمام اتوماتیک ، کنترل برقی و الکترونیکی تکامل یافته است. ماشین های تخت باف به سه دسته تقسیم میشوند:
۱ـ ماشین تخت باف صفحه V شکل که بیشترین ماشین های تخت را شامل میشود.
۲ـ ماشین تخت باف رل (دوبله سیلندر) که بر روی آنها سوزن دو سر زبانه دار استفاده میشود.
۳ـ ماشین های تک صفحه (یک سیلندر) که بیشتر مصرف خانگی دارد.
ماشینهای تخت باف دارای تنوع بافت زیادی هستند. در این ماشین ها بر روی یک گیج، میتوان نمره نخهای متفاوت و بیش از یک سر نخ را برای یک سیستم از بافت ، بکار برد، تغییرات اندازه طول حلقه وسیع است و امکان تغییر گیج ماشین نیز وجود دارد. طریقه عمل و راحت تر بودن آنها نسبت به دیگر ماشین های حلقوی پودی امتیاز این ماشین هاست . بر روی یک ماشین تخت باف ممکن است چندین قواره باف مشابه به یکدیگر در عرض تولید نمود. نخ برهای متفاوت و ترتیب عمل آنها، مسیر عبور ومحل قراردادن بسته نخ ها از دیگر امتیازات ماشین می باشد.
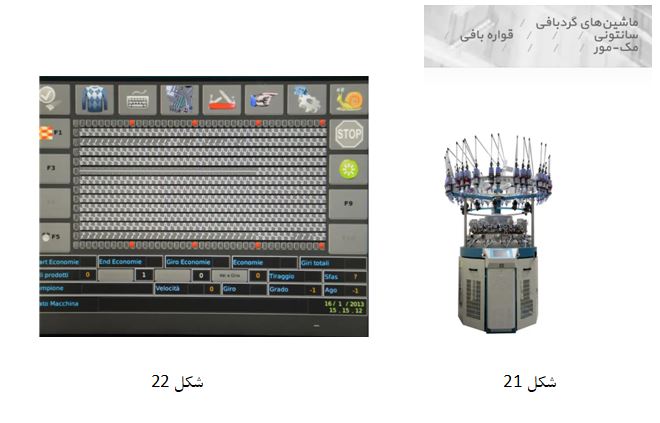
ج ـ ماشین های گرد باف
اصطلاح ماشین های گردباف به کلیه ماشین های حلقوی پودی که سوزنها(فنری، زبانه دار یا سوزن مرکب) بر روی سیلندر گرد یا صفحه قرار گرفته باشند، اطلاق می شود و تولیدات وسیعی از پارچه های مختلف مانند پارچه بافی، قواره بافی، جوراب بافی و انواع دیگر پارچه با قطر و گیج های مختلف را شامل می گردد.
سینکرویل و لوپ ویل(سوکولت) دو نوع ماشین گردباف یک سیلندر با سوزنهای فنری هستند. هردو ماشین دارای ظاهری مشابه هستند و سوزنها در جای خود ثابت و بر روی صفحه ای گرد و چرخان قرار گرفته اند. عملیات بافت بوسیله عناصر بافت که باعث حرکت نخ و حلقه روی ساقه سوزن میشوند، انجام می گیرد و پارچه ای که از ماشین پایین می آید، پشت فنی آن به طرف بیرون قراردارد. قابلیت تولید بافت های غیر معمول و کیفیت بسیار خوب بافت ها، پایین بودن میزان تولیدات را جبران کرده است.
بیشتر پارچه های حلقوی پودی با ماشین های مجهز به سوزن زبانه دار که برروی سیلندر گردون قراردارند، تولید میشوند. ماشین های قواره بافی معمولاً قطر مشابه دور بدن دارند و اغلب دارای قطر بزرگتر و ماشین های جوراب بافی دارای قطر کوچکتر هستند.
مقایسه بافندگی حلقوی پودی و تاری و مصارف هر یک
۱ـ در بافندگی حلقوی پودی امکان تولید پارچه حتی با یک بسته نخ وجود دارد ، بنابر این روش ساده تری برای تبدیل نخ به پارچه است. ولی در تاری برای هر سوزن حداقل یک نخ در هر رج وجود دارد که به تعداد زیاد سوزن و نخ و چله پیچی نخ نیاز دارد.
۲ـ در بافندگی حلقوی پودی ، امکان تولید بافت های متنوع تر و استفاده از انواع نخ ها، نسبت به حلقوی تاری بیشتر است.
۳ـ سرعت تولید بافت در حلقوی پودی کمتراز تاری و تاری پودی است.
۴ـ سرعت تغییر نقشه در حلقوی پودی بیشتر و هزینه ی تولید پایین تر است.
۵ـ پارچه های حلقوی پودی ثبات ابعادی کمتری دارند زیرا در صورت پاره شدن نخ یک حلقه و تحت کشش قرار گرفتن ساختمان بافت آن ، یک خط معیوب در رفتگی عمودی در پارچه ایجاد می گردد در حالی که در تاری اینطور نیست.
۶ـ بافت حلقوی پودی دارای قابلیت کشش بیشتری نسبت به تاری هست.
۷ـ معمولاً منسوجات حلقوی پودی به مصرف تهیه لباس زیر ، بلوز، ژاکت، کت و دامن، کت و شلوار، شلوار ورزشی، لباس دریا، گرم کن، جوراب، دستکش، شال گردن، کلاه، پتو، رومبلی، پرده، منسوجات صنعتی، پزشکی، خانگی و تزیینات می رسند.
نتیجه گیری:
در این نوشتار سعی بر این بوده که اصول اولیه بافندگی حلقوی پودی و تعاریف مربوط به آن و اصطلاحات متداول و همچنین اصول مراحل بافت بر روی یک سوزن و بطور کلی تمام مباحث مربوط به بافندگی حلقوی پودی تا حد امکان برای آشنایی علاقمندان معرفی گردید. بافندگی حاقوی پودی با محصولات بسیار متنوع و قابل توجه، در زندگی روزمره و صنعت کاربردی فراوانی داشته و سهم به سزایی را در دنیای نساجی امروز به خود اختصاص داده است.
منابع:
۱.اسپنسر،دیوید،مکانیزم بافندگی حلقوی پودی ،زهرا خرّم طوسی-تهران-دانشگاه صنعتی امیرکبیر(پلی تکنیک تهران)،مرکز نشر،۱۳۸۷.
شرکت ترکیه ایی Uğurteks Tekstil Makina Parkı با افتخار ارائهدهنده ماشینآلات نساجی دست دوم با…
مهندس قاسم حیدری، کارشناس ارشد تکنولوژی نساجی با توجه به اینکه ماشین آلات خط تولید…
سید شجاعالدین امامی رئوف، دبیر انجمن صنایع نساجی ایران، بیان کرد: برنامه هفتم توسعه در…
ابراهیم شیخ، معاون صنایع عمومی وزارت صنعت، معدن و تجارت، اعلام کرد: در هشتماهه نخست…
دكتر محمد ميرجليلي: مدير نمایشگاه نساجی و پوشاک استان یزد و مدیرعامل شركت مهندسي تحقيقاتي…
سامانه دعوت آنلاین نمایشگاه Garment Tech استانبول که به نمایش جدیدترین فناوریها در صنعت پوشاک…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}