مسعود دولت آبادی ، کارشناسی ارشد رشته طراحی پارچه و لباس – دانشگاه علم و فرهنگ
چکیده
در این مقاله مختصری راجع به آشنایی با دستگاه چاپ روتاری و مکانیزم این نوع چاپ میپردازیم و در ادامه انواع مختلف پاروهایی که روی ماشینهای چاپ روتاری به کارگرفته شده است که برای انتقال خمیر چاپ بر روی بستر چاپ استفاده میشود و سپس دو نوع یاتاقان باز و بسته پرداخته میشود و بعد از آن موضوع اصلی مقاله امکانات نسل جدید دستگاههای چاپ روتاری و قسمتهای مختلف دستگاه توضیح داده خواهد شد و در آخر نیز گزینه های مختلف طرح خشکشویی و نصب آن شرح داده می شود. هدف از انجام مقاله آشنایی با جدیدترین امکانات دستگاههای چاپ روتاری میباشد.
آشنایی با دستگاه چاپ روتاری
بخش های پایه ی دستگاه
بخش های دیگر چاپ روتاری
حرکت نوار چاپ( بلانکت):
سطحی که پارچه روی آن جای میگیرد بصورت یک نوار متحرک است. پارچه پس از بیرون آمدن از بخش خوراک دهنده در روی نوار بلانکت سرتاسر دستگاه چاپ و نقش گرفتن از انتهای دیگر دستگاه به بخش خشک کن میرود و در بخش تحویل دهنده پایانی یک سیلندر بزرگ جا گرفته که با جریان برق مستقیم به حرکت در آمده و نوار نقاله را میگرداند سرعت نوار به وسیله اینورتر تنظیم میشود.
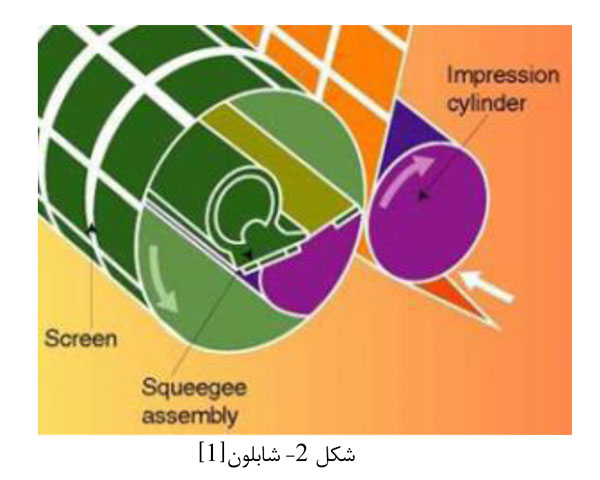
مکانیزم چاپ:
هنگام آغاز بکار چاپ شابلونها را جانمایی نموده تا به درستی روی پارچه جای بگیرد. رنگ کش در آن دستگاه از یک میله آهنی که قطر آن برابر نوع پارچه و غلظت رنگ ۴-۵-۶-۸-۱۰-۱۲- ۱۵ میلیمتر میباشد. پس از نصب شابلون میله رنگ کش را درون آن جای میدهند، میله توسط الکترومغناطیسی که زیر نوار نصب شده جذب شده و فشار لازم را روی شابلون وارد میآورد. رنگ توسط لولهایی درون شابلون میریزد و با چرخش شابلون غلتکی نقشه دلخواه روی پارچه چاپ میگردد.
شیوه قرار گرفتن شابلونها:
جایگاه رنگ در کنار سکوی چاپ قرار گرفته و شیوه جای گرفتن آنها بستگی به رنگبندی پارچه دارد. بدین سان رنگهایی را که روی پارچه کمتر به چشم میخورد یا به عبارت دیگر سطح کمتری از پارچه را اشغال میکند در ابتدا قرار میگیرد و اگر دو رنگ از دیدگاه رنگ در سطحی که اشغال میکند، یکسان باشند، رنگ روشنتر جلوتر از رنگ تیره جای میگیرد. پمپ و تلمبه در زیر سکو جای گرفتهاند؛ رنگ به وسیله یک لوله لاستیکی انعطاف پذیر از جایگاه رنگ به پمپ میرود و با لولهی دیگری وارد لوله رنگ می شود، سپس از مجاری آن به گونهایی یکنواخت به بیرون جریان یافته و لبه تیغه رنگ کش، به درون سوراخهای شابلون میرود.
برای انتقال خمیر از داخل شابلون به سطح پارچه که روی بلانکت ماشین قرار میگیرد از یک پارو که در داخل شابلون قرار می گیرد، استفاده میشود. میتوان به گروههای زیر تقسیمبندی کرد:
الف: پاروی تیغهای با فشار هوا
در این سیستم که در شکل۳ نشان داده شده است، با استفاده از فشار هوا در داخل واحد فشار پنوماتیک، زاویه بین تیغه و سطح شابلون کنترل میشود. کنترل بیشتر روی مقدار خمیر انتقالی از مزایای این سیستم ذکر شده است.
لبه تیغه که با سطح داخلی شابلون، در تماس است از مواد مصنوعی سخت و یا آلیاژهای فلزی مخصوص ساخته میشود تا اصطحکاک بین تیغه و سطح شابلون به حداقل کاهش داده شود: کاهش زاویه بین تیغه و سطح شابلون، نیرویی هیدرودینامیکی روی خمیر را افزایش داده و باعث افزایش مقدار خمیر انتقالی میشود.
ب: پاروی تیغهای ساده
پاروی تیغهای ساده که برای بیشتر کاربردها مناسب است، مشابه پارویی است که در شکل۲۵-۱ نشان داده شده است. با این تفاوت که واحد فشار هوا را ندارد. با این نوع پارو زاویه بین تیغه و سطح شابلون که یکی از عوامل موثر بر مقدار خمیر انتقالی است، به صورت مکانیکی کنترل میشود.
ج: پاروی میلهای آهنربایی
در این سیستم، مشابه چاپ تخت به کمک پاروی میلهای آهنربایی، میلهای در داخل شابلون روتاری قرار گرفته و توسط نیروی یک آهنربا که در زیر بلانکت قرار دارد به سطح داخلی شابلون فشرده میشود. قطر میله و نیروی آهنربا از عوامل موثر بر مقدار خمیر انتقالی هستند. نیروی آهنربایی قابل تنظیم است. در صورت استفاده از پاروی میلهای، معمولا از یاتاقان باز برای شابلون استفاده میشود. برای سیستمهای دیگر از یاتاقان بسته استفاده میشود. این نوع پارو در شکل۴ نشان داده شده است.
د: پاروی غلتکی آهنربایی
در این سیستم یک غلتک بخشی از پارو را تشکیل داده و با سطح داخلی شابلون تماس برقرار میکند. این غلتک بر اثر حرکت شابلون به صورت آزاد به چرخش در آورده میشود و توسط نیروی آهنربایی( مشابه پاروی میلهای) به سطح داخلی شابلون فشرده میشود.
یاتاقان بسته
یاتاقان باز
دستگاه مجهز به موتور هدایتگر برای هر موقعیت دقت بیشتر را بهبود می بخشد. هر موقعیت می تواند به صورت جداگانه تنظیم شود، و می تواند بالا یا پایین تنظیم شود. این امر بالاترین کیفیت چاپ را همراه با راندمان فوق العاده و در نتیجه حداقل ضایعات تضمین می کند. همچنین می توانید جهت جانبی را نیز به صورت الکترونیکی تنظیم کنید. برای بهبود سهولت کار، هر موقعیت چاپ با یک صفحه لمسی بصری در هر دو طرف دستگاه مجهز شده است. به این ترتیب، تنظیمات تکراری، نیروی راکل / آهنربا و تنظیمات پمپ رنگ را می توان با سهولت تنظیم کرد.
تمام ارتباطات الکترونیکی در دستگاه از یک سیستم ارتباطات مرکزی استفاده می شود. این روش بسیار پیچیده، میزان سیم کشی را در دستگاه کاهش می دهد و به همین دلیل احتمال خرابی را نیز کاهش می دهد.
پانل اصلی کنترل نیز با لمس کار می کند و به یک کامپیوتر صنعتی متصل می شود. رابط کاربر پانل لمسی به خودی خود توضیح داده می شود و می توان بدون آموزش گسترده ای عمل کرد. نه تنها می تواند دستورالعمل های مختلف ذخیره شود، بلکه تمام اطلاعات سیستم مربوطه نیز می توانند بازیابی شوند. تنظیمات سرویس را می توان به طوری که فقط پرسنل مجاز می توانند آنها را تغییر دهید قفل شود.
در صورت لزوم، می توانیم از راه دور به دستگاه دسترسی داشته باشیم. نرم افزار و تنظیمات را می توان تجزیه و تحلیل کرد و در صورت نیاز تغییر داد. این امر حتی می تواند در حین اجرای نرمال انجام شود تا اطمینان حاصل گردد که هر گونه مسائل بلافاصله حل و فصل خواهد شد و بنابراین بهره وری بالا خواهد بود.( شکل ۷)
تقسیم بندی دستگاه چاپ روتاری
۱ – دستگاه Unbatching با یک سیستم کنترل اتوماتیک کنترل شده توسط کنترل دیجیتال اتوماتیک بدون اپراتور است که هر نوع بافته و کشباف را از رول کوچک یا بزرگ بر روی ماشین چاپ حمل می کند.
۲ – دستگاه حذف گرد و غبار و کرک جدید برای بهبود نتایج کارآمد تر پارچه، بهبود یافته است. در اجراهای مختلف: مسواک زدن – ساکشن – دمیدن با دهانه مکنده پیچ خورده برای یک یا دو طرف تمیز کردن همزمان پارچه.
۳- غلتک مشبک با کیفیت بالا در ترکیب با نرم کننده و دمیدن هوا لبه پارچه را میخواباند، اطمینان حمل و نقل بدون تنش از رول و یا چرخ دستی بر روی بلانکت چاپ.( شکل ۸)
۴- دستگاه چسب زن مرطوب با سیستم به کار رفته با استفاده از شلنگ و پمپ تغذیه خودکار.( شکل ۹)
۵- دستگاه چسب حرارتی با محافظ گرم پارچه و عناصر حرارت مادون قرمز.
برای چسباندن پارچه های مصنوعی کاملا یکنواخت.
۸- دستگاه شستشوی بلانکت با برس های با کیفیت بالا و سیستم بازیافت آب برای حداقل مصرف آب شیرین.( شکل ۱۰)
۶- پانل کنترل اصلی صفحه لمسی و همچنین کلیدهای تنظیم بر روی دستگاه، به هر زبان قابل تنطیم است.
سیستم CANBUS تمام کنترل ها، درایو ها و سنسورها را در دستگاه چاپ متصل می کند. حافظه طراحی چاپ، کار را برای سفارش های تکراری تسهیل می کند.( شکل ۱۱)
۷- پانل عملیاتی در هر ایستگاه چاپ برای اطمینان از راحتی و تنظیم سریع:
۹ – خشک کن با دمای عملیاتی ۹۰ تا ۲۰۰ درجه سانتیگراد در سطح کف زمین یا در یک زیر ساخت بالا می باشد.
با هندسه بهینه سازی شده برای بهره وری انرژی بالا و درجه حرارت اتاق یکنواخت.
خود نظارت و پیشرفته ترین تکنیک های اندازه گیری و تنظیم.( شکل ۱۳)
۱۰- دستگاه های خروجی پارچه ای مختلف برای هدایت صاف و قابل اطمینان پارچه در هر سرعت.( شکل ۱۴)
گزینه های انتخابی برای استفاده از خشک کن
قابلیت خشک کن را می توان از طریق تعدادی از گزینه ها گسترش داد:
مشخصات
گزینه های مختلف طرح خشکشویی و نصب
طرح بندی | ۱
طرح کلی جهانی با ورودی پارچه افقی. خشک کن در سطح کف زمین. دست زدن آسان و تعمیر و نگهداری آسان برای همه انواع پارچه، با رنگدانه ها، رنگ های ری اکتیو، رنگ اسیدی، پراکندگی و دیگران در محصولات مانند مد، لباس، منسوجات خانگی، پارچه های تزئینی و غیره چاپ شده است. همچنین برای فویل های پلاستیکی و کاغذ.( شکل ۱۵)
طرح بندی | ۲
کشیدن پارچه عمودی برای کنترل بصری خوب پارچه. خشک کن بر روی زیر ساختی حدود ارتفاع ۱۰۰ سانتی متر بالای سطح زمین. برای همه انواع پارچه ها و رنگ ها با توجه به طرح شماره ۱، و علاوه بر این نیز برای دستگاه های چاپ افست و دستگاه چاپ پرچم.( شکل ۱۶)
طرح بندی | ۳
کشش پارچه عمودی برای کنترل بصری مطلوب پارچه. خشک کن بر روی زیر ساختی حدودی ارتفاع ۲۸۰ سانتی متر بالای سطح زمین. گزینه ترجیح برای دستیابی به یک منطقه آزاد و حرکت در زیر خشک کن. این طرح امکان تولید مواد سنگین مانند حوله های تریکو و پتو را فراهم می کند.( شکل ۱۷)
طرح بندی | ۴
ساختار دارای قسمتهای کوچک این کارآیی با کارآیی بالا برای خشک کردن هوا، طراحی شده است تا خشک کردنهای مخصوص و انعطاف پذیری مانند پارچه های چاپ شده و مرطوب یا غیر پارچه ای را خشک کنید. تکنیک خشک کردن بر اساس جریان هوای داغ از طریق بستر است. برای این نوع بستر، ظرفیت تبخیر آب می تواند به شدت افزایش یابد. این باعث طراحی بسیار کوتاه تر در خشک کن می شود. این ممکن است با هر نوع و با هر نام تجاری ماشین آلات چاپ، نصب می شود.( شکل ۱۸)
طرح بندی | ۵
برای حداکثر ۵ یا حتی ۷ پاساژ پارچه به منظور دستیابی به زمان طولانی تر در داخل منطقه هوای داغ. خشک کردن و تثبیت رنگدانه ها و پراکندگی ها می تواند در یک فرایند تک کار انجام شود.( شکل ۱۹)
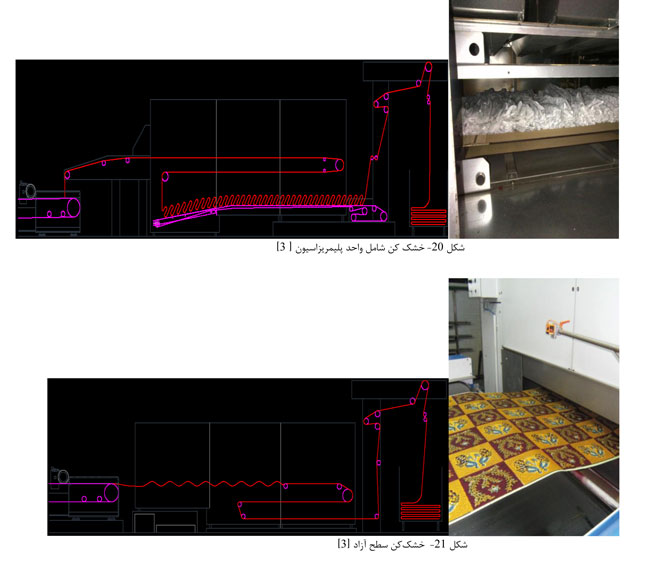
طرح بندی | ۶
خشک کن شامل واحد پلیمریزاسیون مناسب برای تثبیت رنگدانه ها.
واحد پلیمریزاسیون به عنوان یک منطقه بهبود دهنده در طول آخرین عبور پارچه برای زمان معمول طراحی شده است. ۳ دقیقه. خشک کردن و تثبیت رنگدانه ها می تواند در یک فرآیند تک کار انجام شود.( شکل ۲۰)
طرح بندی | ۷
پارچه شناور در هوا که در قسمت ورودی خشک کن هدایت می شود. همراه با یک تسمه نقاله برای تماس با خشک کردن سطح آزاد. به ویژه برای پارچه های که کاملا رنگ درون آن نفوذ داده شده، به عنوان مثال برای چاپ آفریقایی طراحی شده است.( شکل ۲۱)
منابع
۱. دکتر توانایی، حسین. چاپ در صنعت نساجی. دانشگاه صنعتی اصفهان، مرکز نشر، ۱۳۸۱.
۲. www.swastiktextile.com/rotary_printing_machine.html
۳. www.zimmer-austria.com
۴. www.spgprints.com
شرکت ترکیه ایی Uğurteks Tekstil Makina Parkı با افتخار ارائهدهنده ماشینآلات نساجی دست دوم با…
مهندس قاسم حیدری، کارشناس ارشد تکنولوژی نساجی با توجه به اینکه ماشین آلات خط تولید…
سید شجاعالدین امامی رئوف، دبیر انجمن صنایع نساجی ایران، بیان کرد: برنامه هفتم توسعه در…
ابراهیم شیخ، معاون صنایع عمومی وزارت صنعت، معدن و تجارت، اعلام کرد: در هشتماهه نخست…
دكتر محمد ميرجليلي: مدير نمایشگاه نساجی و پوشاک استان یزد و مدیرعامل شركت مهندسي تحقيقاتي…
سامانه دعوت آنلاین نمایشگاه Garment Tech استانبول که به نمایش جدیدترین فناوریها در صنعت پوشاک…
{kind=link}
{kind=link}
{kind=link}
View Comments
ممنون از شما . واقعا همونی بود که می خواستم،کامل و بدون نقص