
کاردینگ: تنظیمات صحیح جهت کاهش نپ برای ریسیدن الیاف پلی استر و اکریلیک در سیستم فاستونی الیاف بلند

تهیه و تنظیم: قاسم حیدری، فوق لیسانس تکنولوژی نساجی

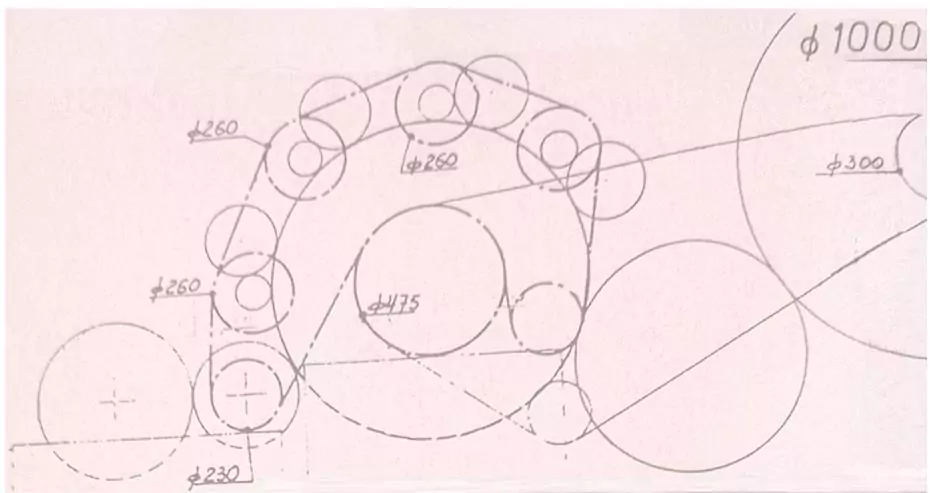
در سیستم فاستونی تبدیل توده الیاف به فتیله توسط کاردینگ جهت موازی کردن الیاف صورت می گیرد و برخلاف کاردینگ پنبه ای با کلاهک فلت های متحرک، غلطک های ورکر و استریپر نقش خالی کردن سیلندر و پس دادن مجدد الیاف به سیلندر وظیفه موازی کردن الیاف را برعهده دارند.
در کاردینگ پنبه ای علاوه بر موازی کردن الیاف، عملیات تمیز کردن و خارج کردن ناخالصی ها و خروج نپ و الیاف کوتاه توسط کلاهک فلت های متحرک صورت می گیرد. سطح سوزنی کلاهک فلت های متحرک وظیفه گرفتن الیاف کوتاه و نپ را بین الیاف روی سطح سیلندر را برعهده دارند و در واقع سیلندر را خالی نمی کند، در حالیکه نقل و انتقال بیشتری بین سیلندر کاردینگ الیاف بلند با غلطک های ورکر و استریپر که سطح خاردار دارد صورت می گیرد.
بر خلاف پارامترهای کیفی فتیله پنبه شامل میزان تمیزی، یکنواختی وزن واحد طول و میزان نپ فتیله می باشد، در حالیکه فتیله الیاف بلند مثل اکریلیک و پلی استر، یکنواختی وزن واحد طول و میزان نپ فتیله می باشد. در این مقاله به اقدامات لازم جهت کاهش نپ فتیله در کاردینگ الیاف بلند اشاره خواهد شد.

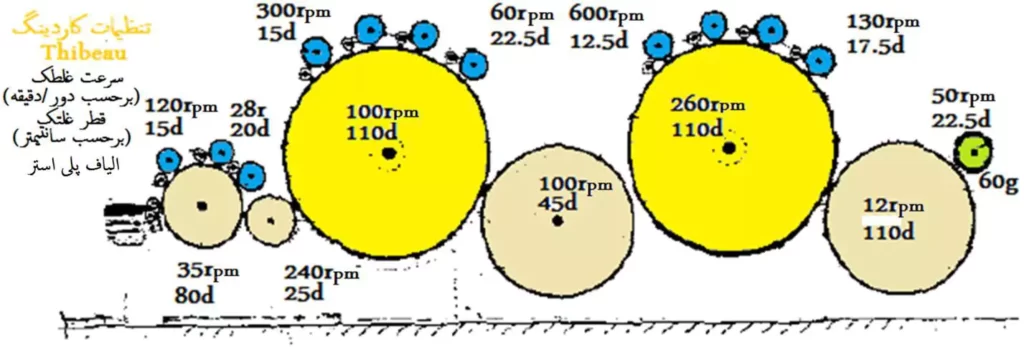
علاوه بر نوع نوار خار استفاده شده بر روی غلطک ها، فاصله بین غلتک های مختلف و میزان الیاف در سطح غلتک که متناسب با میزان تولید مدنظر می باشد، سرعت غلطک ها نیز بر روی کیفیت فتیله و میزان نپ آن تاثیر گذار است.
سرعت غلتک ها متناسب با نوع خارها تنظیم می گردد درصورتیکه سرعت غلتک ها بصورت صحیح تنظیم نگردد، انتقال الیاف از یک غلطک به غلتک دیگر و انجام عملیات کاردینگ و موازی کردن الیاف به نحو صحیح صورت نمی پذیرد. پس می توان اعان کرد که تنظیمات سرعت غلتک ها نتنها بر کیفیت فتیله تاثیرگذار است، قابلیت تولید و عملکرد صحیح را تحت تاثیر قرار می دهد.

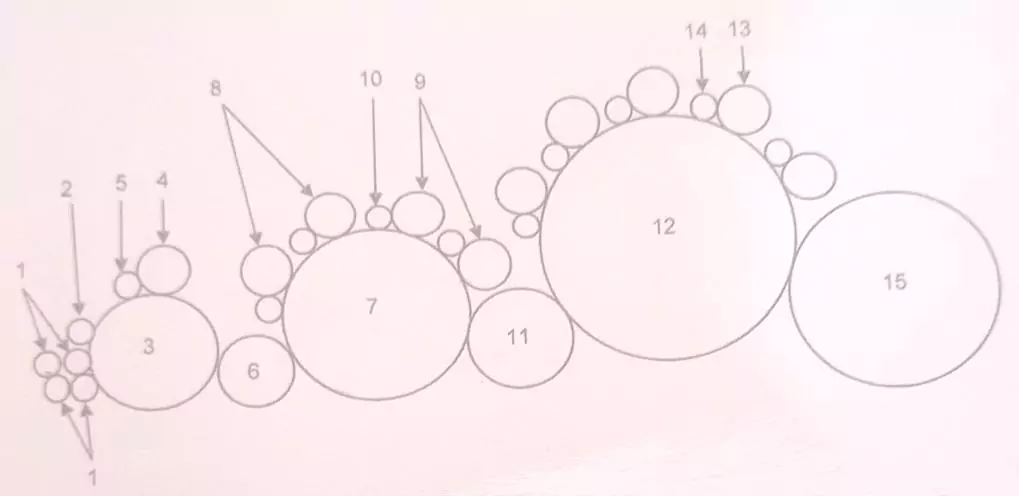
جهت انجام عملیات نرم وجنتل (یکنواخت) کاردینگ بدون صدمه دیدن و کوتاه شدن طول الیاف، در کاردینگ با سیلندر، سرعت ها در سیلندر اول پایین و در سرعت دوم بالا می باشد. در کاردینگ های با یک سیلندر، سرعت استریپرها از قسمت تغذیه تا تحویل افزایش می یابد. سرعت بالای ورکر عملیات کاردینگ بهتر را در پی دارد.

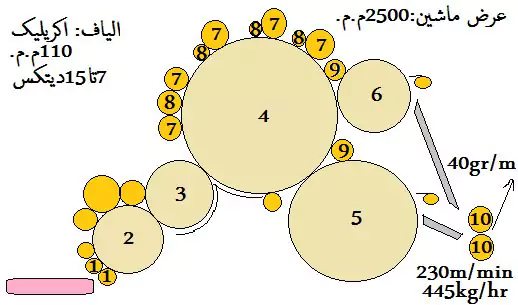
باتوجه به اینکه علاوه بر سرعت تولید، وزن فتیله تولید شده نیز بر مقدار تولید در ساعت ماشین کاردینگ موثر است، تنظیمات مرتبط با سرعت تغذیه و تولید و وزن بالشت تغذیه شده و فتیله تولید شده باید مورد توجه قرار گیرد. کشش کل کاردینگ وزن بالشت الیاف تغذیه شده در واحد طول به وزن فتیله تولید شده در واحد طول می باشد که با نسبت سرعت تغذیه به سرعت تولید متناسب می باشد. کشش بیشتر، با اعمال فشار بیشتر بر مکانیزم ها و استحلاک بیشتر دندانه های نوار خاردار غلتک ها همراه است.
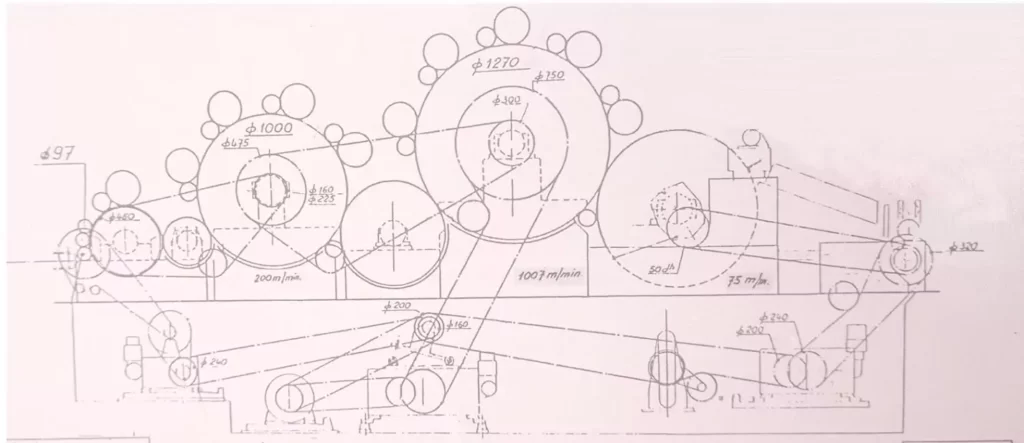
تنظیمات سرعت توسط پولی هاو چرخ زنجیرهای انتقال حرکت صورت می گیرد. انتقال حرکت با سرعتهای بالا توسط تسمه پولی و انتقال حرکت های با سرعت پایین و قدرت بالا توسط نیر و چرخ زنجیر صورت می گیرد.
باید به این نکته توجه داشت که کشش های پایین کاردینگ نیز بر عملیات کاردینگ صحیح تاثیر منفی می گذارد. علت این امر آن است که عملیات صحیح کاردینگ بین سطوح علاوه بر نوع دندانه های خاردار و سرعت غلتک، به میزان الیاف موجود بین غلتک ها نیز بستگی دارد.
بطوریکه تا بین دندانه های نوارهای خاردار سیلندر، حجمی از الیاف پر نشود، انتقال الیاف به ورکرها و استریپر ها و سیلندر میسر نمی شود. در واقع علاوه بر تاثیر هندسه و سرعت خارها، حجم و میزان موازی بودن توده الیاف بین خارها نیز بر انجام صحیح عملیات کاردینگ و عملیات انتقال موثر است.

جهت کاهش نپ، گیج مناسب فواصل سطوح خاردار نیز باید مورد توجه قرار گیرد. فاصله زیاد بعلت عدم خالی شدن الیاف از روی غلتک، سبب جمع شدن بیش از حد الیاف دور غلتک شده و با ورود مجدد الیاف به این ناحیه، نپ ایجاد می گردد.
فاصله کم هم درصورتیکه متناسب با میزان موازی شدن الیاف صورت نگیرد، سبب فشار بسیار بالا بر مکانیزم حرکت غلتک ها می شود و همچنین باعث صدمه دیدن الیاف و پارگی و کوتاه شدن طول الیاف می شود و الیاف با طول کوتاه در نخ افزایش و استحکام نخ کاهش و پرز آن افزایش می یابد.
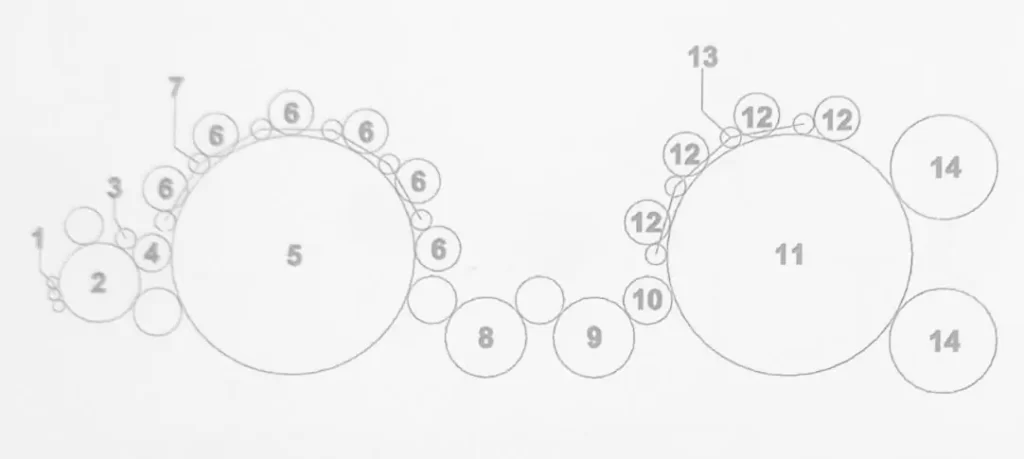
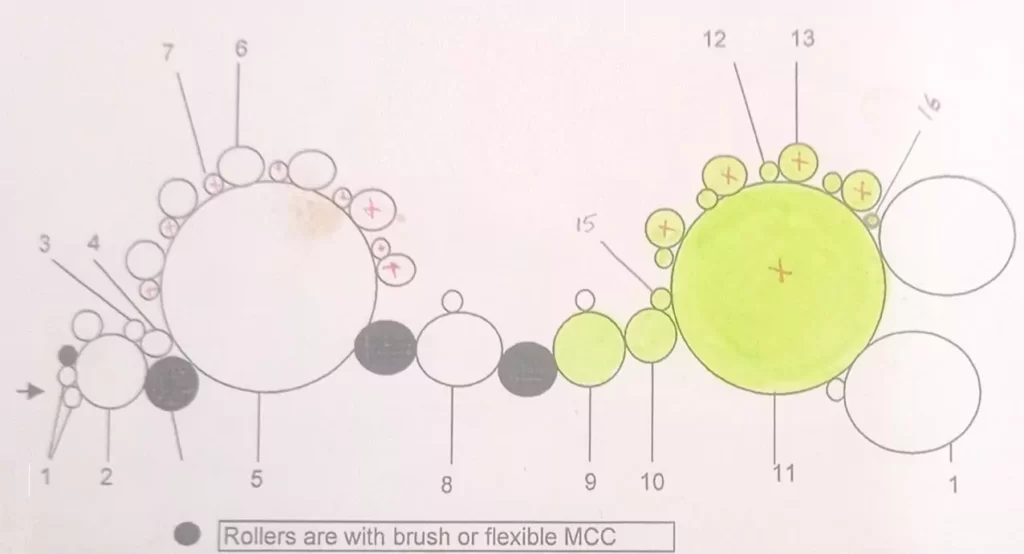
جهت تنظیم فواصل متناسب با میزان موازی بودن الیاف، فاصله اولین ورکر باید از سیلندر زیاد باشد و فاصله آخرین ورکر از سیلندر کم باشد تا عملیات کاردینگ بصورت جنتل انجام شود و به الیاف آسیب نرسد.

بعضا بصورت میدانی مشاهده می گردد که یک ماشین با تنظیمات پشمی در حال تولید الیاف پلی استر می باشد. در این مقاله به تنظیمات مختلف کاردینگ الیاف بلند سیستم فاستونی نخ اکریلیک و پلی استر ارائه شده است تا با افزایش متناسب سرعتها، کمترین نپ و بیشترین تولید محقق گردد. تنظیمات ارائه شده بصورت تجربی پیشنهاد شده است و نیاز دارد که بصورت آزمون و خطا نیز مجدد بررسی و بهینه سازی گردد.
اشتراک رایگان سالانه مجله کهن
جهت دریافت اشتراک رایگان سالانه مجله نساجی و فرش ماشینی کهن در فرم زیر ثبت نام کنید



