
عملکرد اسپلایسر (پیوند زن) اتوکنر


قاسم حیدری، فوق لیسانس تکنولوژی نساجی
همانطور که می دانیم نخ ها انواع مختلفی دارند که از نظر جنس، نمره، ظرافت، قطر و سایر پارامترها با هم متفاوت می باشند. لذا در پیوند و اتصال این نخ ها به یکدیگر روش های مختلفی وجود دارد. که به شرح ذیل می باشد.
| Air Splice | که در این روش عمل باز کردن سر نخ ها و پیوند آنها توسط هوای فشرده صورت می گیرد |
| Wet Splice | که در این سیستم به جای استفاده از هوای فشرده از آب استفاده میگردد این سیستم جهت نخ های ضخیم و پرتاب مورد استفاده قرار می گیرد. |
| Thermo Splice | در این سیستم از هوای داغ جهت پیوند نخ ها استفاده می گردد.که بیشتر در سیستم های مخلوط پشمی استفاده می گردد. |
| Knotter | جهت نخ های خاص مثل لایکر از این روش استفاده می گردد. |
در سیستم های پیوند توسط هوای فشرده لازم است که ابتدا سرنخ ها باز (تاب مخالف تاب رینگ داده شود تا الیاف در نخ باز شوند و جهت پیوند آماده گردند) و سپس دوباره به همدیگر تابیده گردند.
| Opening | عملیات باز شدن سرنخ ها | که توسط Retainer Tube صورت می گیرد. سر نخ ها در داخل Retainer Tube تابشان باز می شود. |
| Splicing : Closing | عملیات تابانیدن سرنخ ها | به همدیگر که توسط Prism و ایجاد جریان باد در داخل جریان آن صورت می گیرد. |
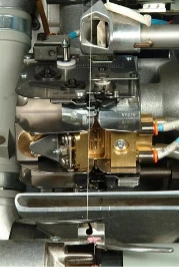
-اجزای تشکیل دهنده یک Splicer به شرح ذیل می باشد.
| Distruber Block | توضیح هوای فشرده به داخل Retainer Tube و Prism را به عهده دارد. |
| Yarn Guide Plate | که راهنمای نخ جهت قرار گرفتن در داخل شیار پریزم (Prism ،Chamber) بطوریکه سرنخ های بالا و پایین را در کنار هم قرار می دهد. |
| Retainer Tube | که عمل باز شدن سرنخ ها در داخل این قسمت صورت می گیرد و با توجه به نوع تاب نخ (بر حسب z یا s) نوع Retainer Tube با یکدیگر متفاوت بوده و درانوع های S ،Z ،M موجود می باشند. |
| Prism | عملیات پیوند و تابانیدن سرنخ ها توسط این قطعه صورت می گیرد. پریزم ها انواع مختلف دارند. که باتوجه به نوع نخ (از نظر نمره، نوع الیاف، نوع تاب و طول الیاف) نوع پریزم هم متفاوت می باشد. |
| Catch Hook | که کار جدات سازی سرنخ های بالا و پایین را جهت عملیات Cutting بعهده دارد. |
| Feeder | که میزان تغییر موقعیت سرنخ ها را در داخل (Prism ، Chamber) تعیین می کند. تنظیم دقیق آن بر روی کیفیت ظاهر و افزایش استحکام پیوند نقش مهمی دارد |
| Prism Gate | بر روی Prism قرار می گیرد و در هنگام دهش باد به داخل Prism بر روی آن قرار دارد. |
| Shear | که کار قطع کردن سرنخ ها قبل از عملیات باز شدن در داخل Retaiener Tube را بعهده دارد. |
لذا جهت انجام یک پیوند صحیح و قابل قبول لازمست که:
1- انتخاب و تنظیمات صحیح Retaiener Tube صورت پذیرد.
اگر تنظیم موقعیت Retaiener Tube و نوع انتخابی که صورت پذیرفته (از نظر تاب S یا Z) صحیح باشد. در کیفیت ظاهری و افزایش استحکام نقطه پیوند تاثییر مهمی دارد.
Retainer Tube:
در سه نوع مختلف با توجه به نوع تاب موجود می باشد. تنظیم موقعیت مربوط به Retainer Tube در داخل Distruber Block نیز بیان شده است:
| نوع | نخ | Retainer Tube بالایی | Retainer Tube بپایینی |
| Z | جهت تاب Z | در جهت ساعت (3) | در جهت ساعت (9) |
| S | جهت تاب S | در جهت ساعت (9) | در جهت ساعت (3) |
| M | که جهت نخ هایی با تاب S و Z یکسان می باشد. |

*باتوجه به اینکه نکته ضروریست که اگر در این جهت ها کیفیت مطلوب بدست نیامد، در جهت های دیگر آنرا به آهستگی بچرخانیم تا به کیفیت مورد نظر دست یابیم.

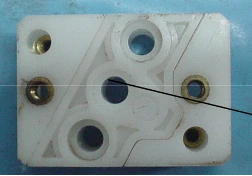
2-نوع Prism و تنظیمات آن
با توجه به این موضوع کهنخ ها خصوصیات مختلفی دارند.در نتیجه انواع مختلف Prism جهت نخ های مختلف وجود دارد. Prism قطعه ای است که سرنخ های باز شده وقتی در داخل شیار آن در کنار هم قرار می گیرد. با عبور جریان باد به داخل آن و ایجاد یک جریان مارپیچی باعث تابانیده شدن نخ ها با یکدیگر می گردد.
Prism ها از نظر اندازه (با توجه به نمره نخ) و یا اندازه سوراخ های دهش هوا (Air Bore) و همچنین از نظر اندازه ظاهری (ارتفاع آن)، با توجه به نوع نخ، نمره ، تاب آن با هم متفاوت می باشند.
اگر ما بر روی یک Prism نگاه کنیم. شماره مخصوصی روی آن حک شده که اطلاعات مربوط به نوع و قابلبت استفاده از آن را به ما میدهد. بطور مثال اگر بر روی آن حک شده باشد DZ1/16.1E به این معنی است.
انتخاب نوع مناسب Prism یک پیوند مناسب از نظر ظاهری و استحکام را به ما می دهد.
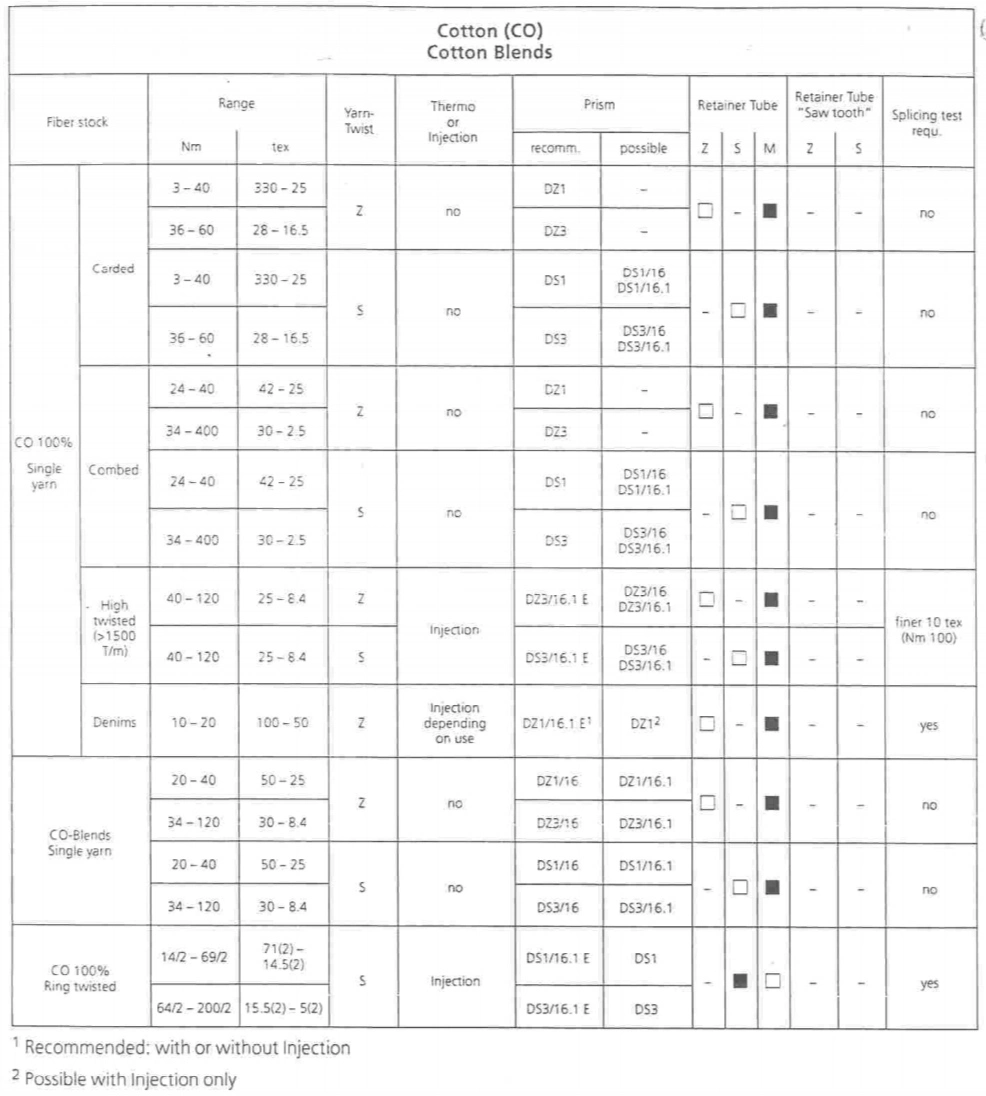
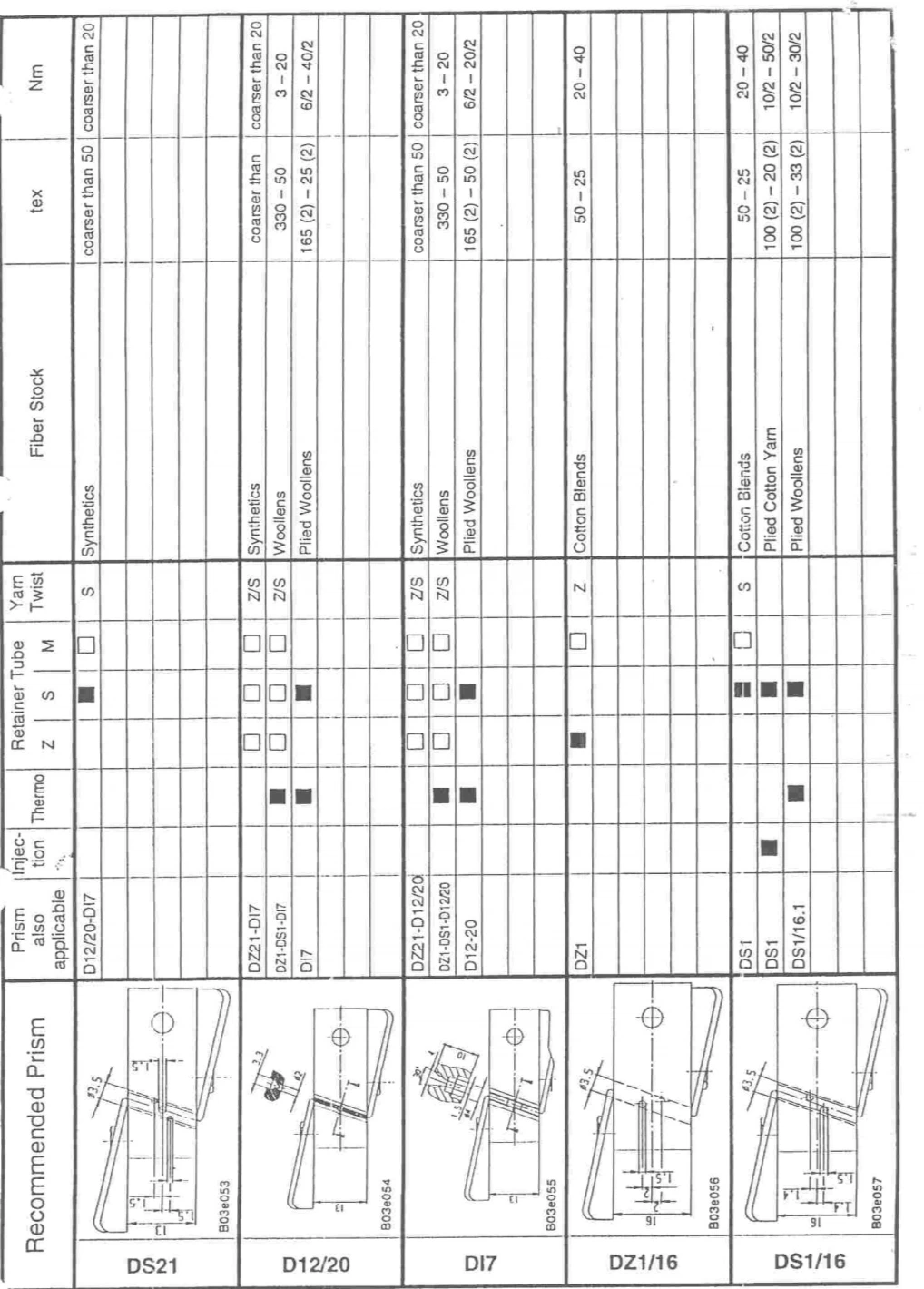
همانظور که می بینم نوع پریزم جهت محدوده مشخصی نمره و تاب می باشد. و برای هر نوع تاب در هر محدوده نمره ای ما پریزم خاصی را می توانیم داشته باشیم. در جدول پیوست انواع مختلف پریزم جهت نمره های مختلف با مواد گوناگون ارائه شده است که به شرح ذیل می باشد.
1- ستون شماره 1 و 2 مربوط به نوع الیاف و رنج نمره نخ.
2- ستون شماره 3 مربوط به نوع تاب برحسب S یا Z.
3- ستون شماره 4 نوع Splicer.
4- ستون شماره 5 نوع Prism که توسط شرکت اشلافهورث پیشنهاد گردیده است.
5- ستون شماره 6 مربئط به انتخاب بعدی جهت Prism.
6- ستون شماره 7 و 8 مربوط به نوع Retainer Tube متناسب با آن می باشد.
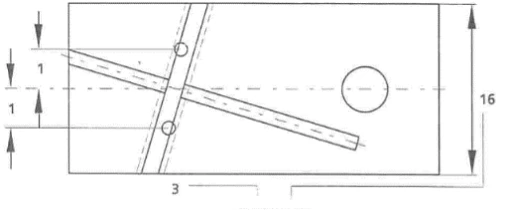
همچنین جداول پیوست مشخصات کلی پریزم ها با ابعاد قسمت های مختلف آن را ارائه می کند. و همانطور که می بینم هر نوع پریزم دارای مشخصات فنی مربوط به خودش می باشد و در یک محدوده نمره و نوع تاب قابل استفاده است.
2-انجام Basic Setting
Basic Setting مربوط به Feeder ،Prism Gate ،Retainer Hook و Shears بطوریکه هر کدام از این قسمت ها باید در زمان مشخص کار خودشان را انجام دهند.

انجام بعضی از تنظیمات جهت قسمت های ذکر شده به شرح ذیل می باشد.
1) طول مربوط به میله رابط 134 + 0.4 mm. Feeder
2) طول مربوط به میله رابط 127 + 0.4 mm. Clampin,Shears
3) طول مربوط به میله رابط 134 + 0.4 mm. Prism Gate
4) طول مربوط به میله رابط 105 + 0.4 mm.Catch Hook
لذا با توجه به مواردی که تا به حال در خصوص چگونگی ایجاد یک پیوند خوب توضیح داده شده می توانیم نوع قطعات مربوط به Splicer را که متناسب با نوع نخ ها باشد انتخاب نمائیم.
× لذا جهت تولید نخ نمره 30 و نخ های ظریفتر از جنس پنبه %100 و پنبه مخلوط، Prism با مشخصات فنی، DZ 3/16.1E. پیشنهاد می گردد که می توانیم بر روی اتوکنر های جدید 238/D,238 SD/X,238 Link,338 استفاده نمائیم.
حال با انتخاب مناسب Prism و Retainer Tube و انجام تنظیمات قسمت های مختلف، برای بهتر نمودن نوع پیوند باید پارامترهای دیگری را مدنظر داشته باشیم که نقش عمده ای در کیفیت پیوند دارد.
همانطور که می دانیم عملیات باز شدن سرنخ ها توسط هوای فشرده صورت می گیرد و با توجه به جریان هوایی که در داخل Retainer Tube ایجاد می شود.میزان بازکنندگی سرنخ ها (تاب نخ) متفاوت است.
عملیات باز کردن سرنخ ها
افزایش یا کاهش زمان تأثیر چشمگیری در کیفیت باز شدن یا باز نشدن سرنخ ها دارد. لذا این پارامترها بر روی اینفورماتور ماشین تحت عنوان Opening Code قابل تغییر می باشد که هر عدد آن یر حسب 100 میلی ثانیه زمان می باشد. و با تغییر پارامتر مربوط به کد بازکردن نخ می توانیم کیفیت پیوند را تغییر دهیم.
بطور مثال: اگر Code باز کردن نخ (4) باشد یعنی اینکه شیر برقی مربوطه به مدت 400 میلی ثانیه باد را به داخل Retainer Tube دهش کرده و سرنخ را باز می کند (باز کردن تاب نخ)
عملیات بستن نخ ها (تابانیدن نخ ها) مرحله نهایی
پس از عملیات باز شدن سرنخ ها باید عملیات پیوند و تابانیدن صورت پذیرد که با توجه به فرمان دهش باد در داخل Prism میزان تابیدگی نخ متفاوت می باشد. پارامتر مربوط به Splicing Code بصورت یک عدد سه رقمی مشخص می شود.(که هر عدد آن بر حسب 20 میلی ثانیه زمان می باشد) بطور مثال اگر کد Splice عدد شماره 5-3-5 باشد یعنی مدت زمان 100 میلی ثانیه هوا دهش شده (جهت بستن) 60 میلی ثانیه مکث جهت دادن استراحت به الیاف و 100 میلی ثانیه دوباره دهش باد بمنظور پیوند نهایی می باشد.
تأثیر فشار هوای فشرده بر روی کیفیت پیوند
فشار مورد نیاز جهت عملیات Opening و Closing باید مطابق استاندارد باشد بطوریکه افزایش فشار باد باعث باز کنندگی شدید تاب و نازک کردن سرنخ در هنگام باز شدن و نیز ایجاد نقاط نازک و کلفت در هنگام پیوند می شود.
فشار مورد نیاز جهن عملیات Opening بین 4/5-5 Bar فشار و جهت انجام عملیات Bar Closing 6-7 می باشد.
و با توجه به اینکه نوسانات فشار را در خط داریم لذا لازمست که تنظیم پرشر سوئیچ مربوط به هوای ورودی را طوری تنظیم نمائیم. که فشار هوا وقتی از مقدار 7.2 کاهش پیدا کرد ماشین خاموش و از ادامه تولید متوقف گردد.
استحکام پیوندها و تست لازم جهت اطمینان از کیفیت آن
میزان استحکام نخ در نقطه پیوند باید آزمایش شود و در صورت عدم استحکام لازم نسبت به رفع موارد اقدام گردد.
حداقل استحکام پیوند جهت تولید نخ های تار باید 70% از کل استحکام خود نخ می باشد ونیز ظاهر پیوندها باید طوری باشد که در هنگام بافت در پارچه های ظریف دچار اشکال نگردد.
اشتراک رایگان سالانه مجله کهن
جهت دریافت اشتراک رایگان سالانه مجله نساجی و فرش ماشینی کهن در فرم زیر ثبت نام کنید


