
رصد مداوم نتایج اوستر اتوکنر جهت کنترل و بهینه سازی فرآیند ریسندگی

نگارش : قاسم حیدری، فوق لیسانس تکنولوژی نساجی از دانشگاه امیرکبیر
برای بررسی پارامترهای متعدد موثر بر کیفیت نخ از انتخاب مواد اولیه تا تنظیمات ماشین آلات، نتایج حاصل از انجام آزمایشات مختلف بر روی نخ مورد توجه قرار دارد و بهترین شرایط تولید با توجه به بهترین نتایج آزمایشات انخاب می شود.
نمونه گیری از نخ تولیدی درحدود یکدهم درصد از کل نخ تولیدی می باشد و انجام تست های متعدد مستلزم صرف زمان و انرژی بالایی می باشد و انجام تست ها باعث تبدیل نخ قابل مصرف به ضایعات می شود.
یکی از بهترین روش های بهینه سازی فرآیند تولید، بکارگیری و بررسی دقیق تر نتایج اوستر اتوکنر می باشد. بدین ترتیب، تمامی صد در صد نخ تولیدی بدون تولید ضایعات و بدون صرف زمان انجام آزمایشات مورد بررسی قرار می گیرد.
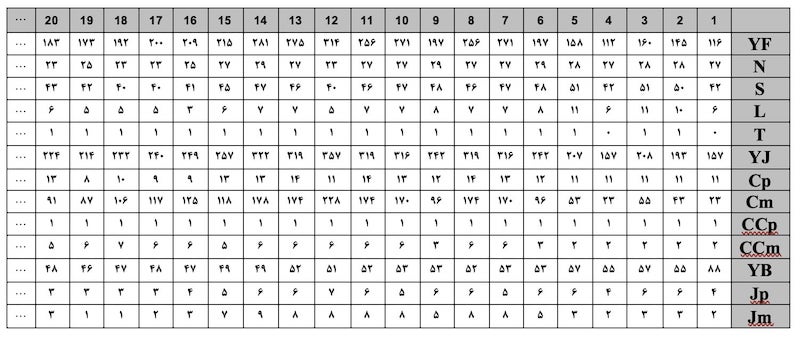
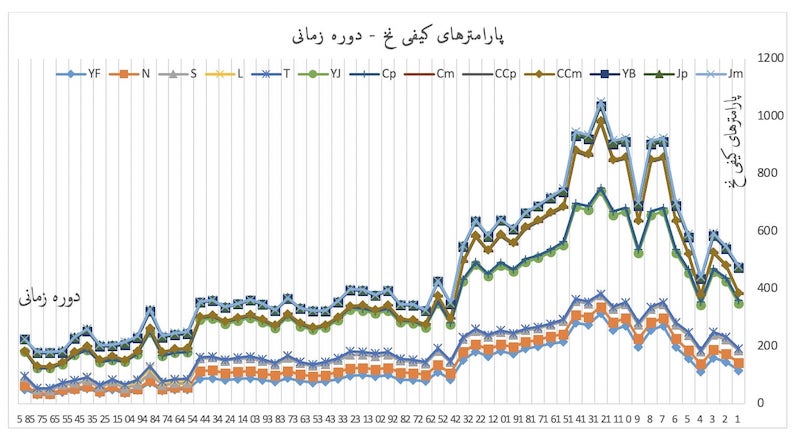
در ادامه نمونه ای از رصد روزانه نتایج اوستر اتوکنر بعنوان مثال نشان داده شده است. پارامترهای کیفی مطلوب مورد نظر جهت نخ در شکل زیر نشان داده شده است: نتایج اوستر اتوکنر بصورت منظم ثبت گردید؛ بدین ترتیب تغییرات کیفیت نخ در بازه های زمانی مختلف بدست آمد. منظور از پارامترهای کیفی در بازه های زمانی، پارامترهای کیفی نخ بعد از هر گرونه اعمال تغییر در فاکتورهای فرآیند ریسندگی می باشد.
جهت بهبود کیفیت نخ و کاهش خطاها و پارگی های کیفی نخ، اقدامات متعددی در دوره های زمانی مختلف صورت گرفت و درصورت مثمر ثمر بودن اقدامات انجام شده و کاهش پارگی های کیفی نخ در اوستر اتوکنر، تداوم فرآیند ریسندگی با پارامترهای جدید مورد تایید قرار گرفت. درصورتیکه تغییرات صورت گرفته تاثیر منفی داشت، فاکتورهای ریسندگی به حالت قبل از تغییر برگردانده شد.

بدین ترتیب با هدف بهبود مثمر، اقدامات متعددی صورت گرفت و کیفیت نخ بهبود یافت. از جمله اقدامات انجام شده، افزایش درصد ویسکوز، تعویض وایر سیلندر کاردینگ، تعویض وایر دافر، تغیییر فواصل نواحی کشش در پاساژ و فلایر و رینگ، تغییر کشش ناحیه عقب و کشش اصلی پاساژ، فلایر و رینگ، تغییر کلیپس ها در فلایر و رینگ، تغییر فشار کاتس ها در پاساژ و تغییر فشار بازوی کشش در ناحیه کشش در فلایر و رینگ و .. می تواند اشاره کرد.
این نکته هائز اهمیت می باشد که تغییر در فاکتورهای فرآیند ریسندگی، بعضا باعث تغییر خصوصیات فیزیکی و مکانیکی نخ می شود و ممکن است بافته شدن نخ قبل از اعمال تغییرات در یکی از فاکتورهای فرآیند ریسندگی، بهمراه نخ بعد از اعمال تغییرات، باعث لات زدگی در پارچه تولیدی شود. این مشکل بعد از رنگرزی پارچه بیشتر نمود پیدا می کند.
بدین ترتیب می توان فاکتورها را به دو گروه غیر مجزا تقسیم کرد: عوامل موثر بر کیفیت نخ، عوامل موثر بر خصوصیات فیزیکی مکانیکی نخ. عوامل موثر بر خصوصیات فیزیکی مکانیکی نخ مستلزم تغییر شماره لات می باشد. عوامل موثر بر کیفیت نخ تولیدی، درصورتی مستلزم تغییر شماره لات می باشد که تغییر فاحشی بر خصوصیات کیفی نخ و در نتیجه خصوصیات کیفی پارچه بوجود آورد. با توجه به مشکلات متعدد و افت تولید حاصل از تغییر لات، شناسایی فاکتورهایی که تغییر آن مستلزم تغییر لات می باشد نیازمند برنامه ریزی زمانی اعمال تغییرات می باشد.
انتخاب چند فاکتور و اعمال تغییرات هم زمان نیز می تواند در کاهش زمان بهینه سازی مثمر ثمر باشد. در انتخاب فاکتورها چهت تغییر هم زمان آنها باید به این نکته توجه کرد فاکتورهای انتخاب شده اثر متقابلی بر روی هم نداشته باشند.
اشتراک رایگان سالانه مجله کهن
جهت دریافت اشتراک رایگان سالانه مجله نساجی و فرش ماشینی کهن در فرم زیر ثبت نام کنید


