سنگ زنی وایر (نوار با پوشش خاردار) کاردینگ


نویسنده: قاسم حیدری، فوق لیسانس تکنولوژی نساجی
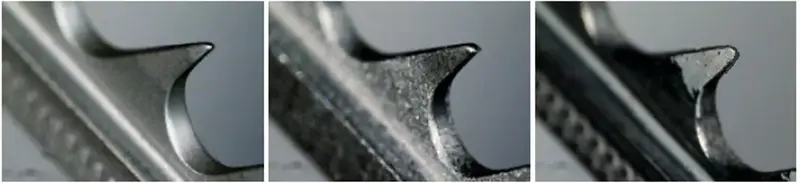
یکی از شرایط بسیار مهم برای داشتن کیفیت خوب نخ در ریسندگی، تعمیر و نگهداری وایرهای حلاجی و کاردینگ می باشد. سنگ زنی صحیح و درست تیز کردن وایرها، شرط اولیه و اساسی عملیات کاردینگ خوب است .
زمان بندی سنگ زنی وایر: با توجه به پارامترهای زیاد مانند مواد اولیه، سرعت و میزان تولید، کیفیت مورد نظر و غیره، تنها می توان یک راهنمای کلی برای سنگ زنی وایرها پیشنهاد داد و زمان دقیق با توجه به شرایط کارخانه تعیین می شود و فاصله زمانی سنگ زنی با توجه به کیفیت فتیله و نخ تولیدی تعیین می شود.

زمان سنگ زنی باید کمتر از مقدار حداکثر میزان نپ قابل قبول کارخانه باشد زیرا اگر فاصله سنگ زنی خیلی زیاد باشد وایرها شکل خود را از دست می دهند و سنگ زنی آنها دیگر تاثیری در کیفیت ندارد. بنابراین بهتر است که زمان سنگ زنی هم بر اساس تعداد نپ و هم مشاهده عینی وایرها با میکروسکوپ باشد .از لحاظ اصول طراحی آزمایشات نیز، زمان سنگ زن نباید بر اساس نتایج یک آزمایش تعیین شود و بجای آن باید از میانگین چند آزمایش در یک بازه ی زمانی قابل قبول تعیین شود.

قانون کلی برای نگه داشتن وایر در یک شرایط قابل قبول این است که در زمان صحیح سنگ بخورد . وایرها قبل از اینکه پیش از حد کند شوند باید سنگ بخورند ، اگر سر وایرها بیش از حد از بین برود با سنگ زنی نمی توان آنرا ترمیم کرد. از طریق شمارش نپ می توان زمان سنگ زنی را بدست آورد.
دستور العمل سنگ زنی:
- میانگین تعداد نپ را در ۴ هفته بعد از پیچیدن وایر تعیین کنید.
- وایرها را وقتی که تعداد نپ ۲۰ درصد از میانگین اولیه وایرهای نو بالا تر رفت سنگ بزنید.
- باید توجه کرد که اگر لات مواد اولیه تغییر کرد تعداد نپ تحت تاثیر لات ممکن است تغییر کند. لذا تعداد نپ و دستورالعمل سنگ زنی مجدد اجرا می گردد.
- اگر حد بالای از نپ قابل قبول باشد، آسیب دیدگی سر وایر با تیز کردن از بین نمی رود. با سنگ زنی در 20درصد حداکثر نپ قابل قبول، مشاهده می شود که سر وایر در چند مرحله می تواند تیز شود و باعث افزایش عمر مفید وایر می شود.
اگر برای تعیین زمان سنگ زنی تا زمانی که نپ قابل قبول است صبر کنیم و حد قابل قبول نپ باعث قضاوت ما در مورد سنگ زنی شود در این زمان سر وایر از بین رفته و تنها راه حل، تعویض وایر می باشد . زمانی که سنگ زنی از لحاظ تکنولوژیکی و اقتصادی قابل قبول نیست از یک برنامه ثابت بر اساس زمان یا تناژ تولید استفاده کنید . سیستم سنگ زنی اتوماتیک کاردینگ نیز از همین قانون استفاده می کند بدون در نظر گرفتن ن،پ وایرهای سیلندر را بر اساس تناژ سنگ می زند و اجازه می دهد سر وایر حالت خود را از دست بدهد و وایر تا انتهای عمر خود تیز است.
تاثیر متقابل وایرهای مقابل هم: برای عملیات کاردینگ مناسب تیز بودن وایرهای مقابل شرط اولیه است اگر یکی از وایر ها مثلا فلت تیز باشد و سیلندر فرسوده باشد الیاف توسط سوزنهای فلت گرفته می شوند ولی روی وایرهای سیلندر سر نمیخورند و گیرائی کافی را ندارند ، بنابر این تأثیری روی عملیات کاردینگ ندارند ، یا سگمنت ها نو و نیز باشند ولی وایر سیلیندر فرسوده باشد باز هم تأثیری ندارند بنا بر این پیشنهاد می شود که وایرهای سیلندر و فلت با هم سنگ بخورند در ماشین های مجهز به IGS امکان این کار وجود ندارد و نیازی هم نیست چون وایر سیلندر همیشه نیز است .
زمان تعویض وایر: با توجه به نمودار مشاهده میشود که بعد از سنگ زنی نیز نمی توان به شرایط دوره ی قبل بازگشت و مقداری افت کیفیت وجود دارد ، بنابر این برای داشتن کیفیت مناسب باید وایر کاردها را در فواصل زمانی مطلوب تعویض کرد تا میانگین نپ مجموع کاردها در حد قابل قبول باشد .
شمارش نپ : افزایش تعداد نپ در کاردینگ همیشه باعث افزایش نپ در نخ نمی شود ، خصوصاً در مورد نپ های کوچک، بنابر این باید نپ نخ را نیز تواماً در نظر گرفت . تعداد نپ باید از یک روش و توسط یک شخص تعیین شود و با یکدیگر مقایسه گردد.
سایر فاکتورهایی که بر نپ تأثیر می گذارند که قبل از سنگ زنی وایر کاردینگ باید موارد زیر چک شود شامل: تولید ماشین توسط وایرها، وایرهای کثیف و آسیب دیده، چک کردن سگمنت ها و فاصله های آن و چاقویی ها، چک کردن فاصله ها در ناحیه لیکرین ، فلت و دافر ، سیلندر ، زبانه سیلندر و صفحه ی پشت آن، چک کردن نحوه ی مخلوط الیاف، دما و رطوبت، درصد ضایعات و نحوه ی مخلوط آنها، چک کردن حلاجی زننده ها ، چاتوئی ها ، تنظیم جریان هوا و غیره، چک کردن الیاف ، وجود الیاف نارس.
نکات مربوط به هر یک از وایرها:
وایر سیلندر: عمر وایر سیلندر به سختی قابل تعیین است و به مواد اولیه و پروسه تولید بستگی دارد همچنین سنگ زنی مناسب تأثیر خیلی زیادی روی عمر مفید آن دارد. بدلیل ساختار وایر سیلندر نسبت به فلت وایر سیلندر دارای عمر بیشتری از عمر فلت می باشد .
وایر دافر: عمر وایرهای دافر بیشتر از عمر وایرهای سیلندر می باشد ، بدلیل اینکه سرعت دافر خیلی کم است و الیافی که به آن می رسد تمیز و عاری از خار و خاشاک می باشد . بنابراین سرعت فرسودگی وایر آن کمتر است ولی بدلیل هزینه ی پایین آن با وایر سیلندر تعویض میشود. وایر دافر نیاز به سنگ زنی زیادی ندارد و تنها زمانی که الیاف ریزش دارند یا نایکنواختی وزنی فتیله بالا است باید سنگ زده شوند. کار دافر انتقال الیاف می باشد و مانند سیلندر و فلت در عملیات کاردینگ و باز کردن نپ و موازی کردن الیاف تأثیری ندارد بنابر این حساسیت آن نیز کمتر است .
وایر لیکرین: تأثیر وایر لیکرین در عملیات کاردینگ خیلی زیاد است در کاردینگ بیشترین کشش (حدود هزار)، در ناحیه غلتک تغذیه و لیکرین می باشد و این خود اهمیت آن را می رساند. وایر خوب لیکرین باعث باز شدن توده الیاف و جدا شدن خار و خاشاک از الیاف می شود و الیاف نسبتا تمیزی را به سیلندر تحویل می دهد.
عمر وایر لیکرین را نمی توان به راحتی با شمارش نب تعیین کرد، بدلیل اینکه لیکرین می تواند باعث افزایش عمر مفید وایرهای سیلندر و فلت و داشتن کیفیت خوب در بلند مدت شود و شاید تأثیر کوتاه مدت آن را در نپ را نمیتوان با نتایج آزمایشگاه تعیین کرد . بهتر است که وایر لیکرین را با توجه به پیشنهاد کارخانه سازنده و چک کردن آن با میکروسکوب تعویض کرد. با توجه به وزن کم وایر آن (12کیلوگرم) و هزنیه های کمتر آن نسبت به سایر اجزاء و تعویض راحتر آن بهتر است که در زمان مناسب تعویض شود .
سگمنت های فلت: عمر فلت نیز به سخنی قابل تعیین است و بستگی به پروسه مواد اولیه و تعمیر و نگهداری آن دارد فلت نسبت به سایر وایرها حساسیت خیلی زیادی دارد و اثر آن بیشتر از سایر وایرها میباشد و بطور کلی چند بار قابل سنگ زنی میباشد. برای سنگ زنی آن باید به پیشنهاد کارخانه سازنده ، تعداد نپ و مشاهده عینی با میکروسکوپ توجه کرد . سطحی که نوار سوزنها روی شمش فلت می نشنید مسطح نیست و دارای شیب خیلی کمی است.
به همین دلیل اگر فاصله سوزنها را با یک خط راست در نظر بگیریم فاصله در ابتدا زیاد و در انتهای فلت کم است. به فاصله انتهایی فلت (حدود 3م.م.) هیل heal به معنی بلندی و تپه گفته می شود و این شیب به دلایل تکنولوژی است که الیاف در فاصله بازتر راحتر وارد شوند و در فاصله تنگتر از هم باز و موازی شوند و به همین دلیل انتهای فلت نسبت به ابتدای آن فرسایش بیشتری دارد. بهنگام سنگ زنی کناره های فلت بیشتر سنگ می خورد.
چند نکته در عملیات سنگ زنی: استفاده از عینک ایمنی، تمیز کردن پرز و آشغال چسبیده داخل وایر و اینکه وایرهایی که با آلیاژ مخصوص درست شده اند و جرقه ندارند باید با دقت خاص سنگ زنی شوند.
نکات مربوط به سنگ زنی هر یک از وایرها:
سنگ زنی سیلندر: حداکثر تولرانس قابل قبول فیلر بین سطح لخت سیلندر ودافر کمتر از 0.001 اینچ باشد. مهمترین اصل در پیچیدن وایر نو، علاوه بر تمیزی کامل سطح غلتک و عاری بودن از هرگونه گرد و خاک و پرز، بکارگیری کمترین کشش فشار و در عین حال کافی برای نشستن و جاگیر شدن محکم وایر در سطح غلتک هاست تا له شدگی در نقاط ضعیف وایر رخ ندهد و سبب ناهمواری جزئی در سطح یکنواخت نوک دندانه اره ها نشود.
سیلندر با کمترین فشار و بار ممکن سنگ زده می شود. بهتر است که بین عملیات سنگ زنی، ماشین را متوقف و با میکروسکوپ سوزنها را چک شود نه این که فشار سنگ آنقدر زیاد باشد که در یک مرحله وایر سنگ بخورد . با توجه به دستور العمل شرکت سازنده، سنگ را زمانی که طول جرقه نصف شود از وایر دور گردد. زمان سنگ زنی ۲۰ تا ۴۵ دقیقه زمان نیاز دارد
سنگ زنی فلت: تست گود بودن شمش های فلت قبل از نصب روکش اره ای با استفاده از گی ساعت انجام شود.برای سنگ زن فلت چک کردن در حین سنگ زنی توقف لازم نیست چون در حین عملیات سنگ زنی می توان آن را چک کرد . زمان سنگ زنی سیلندر فلت و دافر با هم خیلی متفاوت است و نمی توان زمان دقیق آن را تعیین کرد. حداقل زمان لازم ۲ تا ۳ دور فلت می باشد بعد از هر دور مقدار بار لازم داده می شود.
بطور عملی هنگام سنگ زنی فلت نباید جرقه باشد و از حداقل فشار استفاده و تنها با صدای ناشی از سنگ زنی و شدت آن می توان سنگ را تنظیم کرد و جرقه های خیلی کم ، بنابر این بار دادن باید با حداکثر دقت باشد . نصب اولیه و کوبیدن فلت باعث می شود که بعضی از سوزنها بالاتر از بقیه قرار بگیرند و برای یکنواخت کردن سطح فلت سنگ زنی اولیه نصب صورت می گیرد. سنگ طوری تنظیم می گردد که فقط فلت را لمس کند و هنگام سنگ زنی جرقه ای نداشته باشد. چون بعلت حجم کمتر الیاف در کناره های سیلندر، کناره های فلت کمتر سابیده می شوند، با تنظیم بار سنگ زنی در وسط، در هنگام سنگ زنی از ناحیه های کناری بیشتر بار برداشته می شود.
سنگ زنی دافر: دافر بطور کامل سنگ نزنید نیاز نیست تمام وایرها سنگ بخورند سنگ سرامیک بعد از ۱۵ ثانیه از آخرین مرحله بار دادن آن از وایر دور شود کل پروسه سنگ زن ۲ تا ۵ دقیقه زمان لازم دارد.
چاقویی های کاردینگ: چاقویی هایی که روی آنها خط افتاده و سر آن گرد و صیقلی و براق شده باید تعویض شود. خط روی چاقویی ها بدلیل ذرات شن و اجزای خارجی در الیاف می باشد و ممکن است به بر اثر برخورد با وایر نیز بوجود آمده باشد.