چگونه می توان به میزان بالای تولید در هر اسپیندل دست یافت؟


نویسنده: قاسم حیدری، فوق لیسانس تکنولوژی نساجی
میزان بالای تولید در هر اسپیندل مزایایی نظیر کاهش هزینه های بالاسری و اداری و هزینه های دستمزد در واحد تولید و هم چنین افزایش سود ناشی از افزایش فروش را برای یک کارخانه در بردارد. بعنوان مثال 10درصد افزایش در تولید در اسپیندل میتواند منجر به درآمدی در حدود 10 % در سال برای کارخانه های با 2500 اسپیندل شود. ثابت شده است که کیفیت نخ برای کارخانه های دارای نرخ بالای تولید خیلی بهتر می باشد، زیرا در این کارخانه ها برای رسیدن به پارگی های کمتر تلاش شده و به تعمیر و نگهداری ماشین آلات و هزینه آن توجه کافی می شود.
تولید در هر اسپیندل در حدود % 100 بین کارخانه های مختلف تفاوت می کند. فقدان مدرنیزه بودن ماشین آلات مخصوصاً رینگها و استفاده از مواد اولیه باکیفیت پائینتر فقط علت نیمی از این تفاوتها است. نقص های ناشی از اداره کردن شامل وضعیت بد ماشین آلات بعلت تعمیر و نگهداری نامناسب، کارکردن مواد اولیه نامناسب و استفاده از کارگرانی که سعی و تلاش لازم را نمی کنند و در نتیجه سرعت های پائینتر اسپیندل و راندمان پایین ماشین آلات نیمه باقیمانده تفاوت بین کارخانه ها در تولید هراسپیندل را شامل می شوند.
راندمان استاندارد: فاکتور هایی که باید کنترل شوند تا بتوان به راندمان های استاندارد رسید عبارتند از ضایعات هواکش و ضایعات پیوند، کسری ناشی از تاب، اسپیندل های متوقف و نسبت زمان از دست رفته بعلت تعمیر و نگهداری و داف می باشد.
ضایعات هواکش و پیوند: مقدار این ضایعات برای یک نمره مشخص اغلب بوسیله میزان نخ پارگی و مأموریت کاری برای سرویسکار رینگ تعیین می شود. این ضایعات همچنین با اندازه قفسه بوبینها، زمان اختصاص یافته توسط سرویسکار برای تمیز کردن رینگ و عملکرد کاری او تأثیر پذیر است.
حدود ضایعات برای شرایط کاری مختلف در مقالات مختلف با نام معیارهای بهره وری در ریسندگی ارائه شده است. اگر مقدار واقعی ضایعات در یک کارخانه بیشتر از مقادیر پیشنهادی باشد بدین معنی است که میدانی برای افزایش تولید در هر اسپیندل وجود دارد و این افزایش با اعمال نظارت بهتر و کنترل روی کارگران و آموزش مجدد سرویسکارها امکانپذیر است. مقدار نرمال کاهش راندمان بعلت ضایعات هواکش و پیوند برای دامنه های مختلف نمره بصورت زیر می باشد.
کسر ناشی از تاب: میزان کاهشی که از جمع شدگی در اثر تاب می توان انتظار داشت برای ضریب های مختلف تاب درجدول زیر ارائه شده است . باید توجه کرد که این کاهش تولید معمولاً به نمره وابسته است. هر چند در نمره های خیلی ظریف (60 به بالا) میزان کاهش میتواند بعضاً کمتر از آنچه اینجا آمده است باشد.

این مقادیر میتواند بعنوان راهنمای تقریبی برای کارخانجات تا رسیدن به راندمانهای مورد انتظار بکار روند.
سایر علت ها مقدار کاهش نرمال در راندمان بعلت سایر عوامل عبارتند از:
– تعمیر و نگهداری : 1.5 درصد
– اسپیندلهای متوقف 1درصد
– داف 0.6درصد
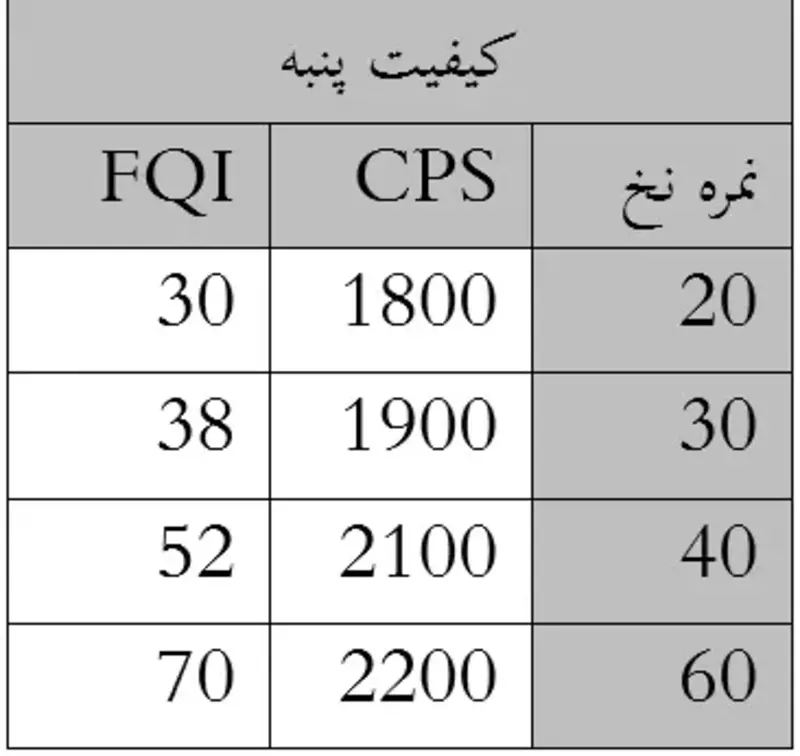
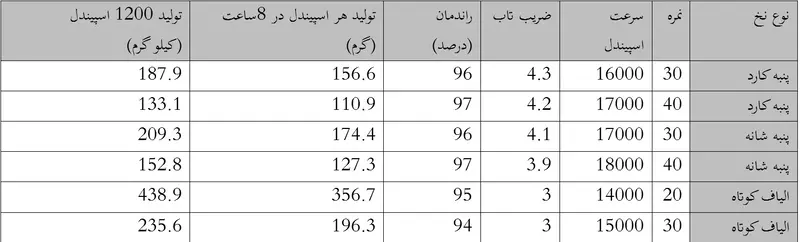
معیارهای سیترا برای تولید در هر اسپیندل که تحت شرایط کاری مناسب قابل دسترس میباشد یعنی برای نمره های مرسوم همراه با سرعت اسپیندل ضریب تاب و راندمان ماشین در جدول زیر ارایه شده است. این مقادیر تولید توسط برخی واحدها در صنعت افزایش یافته و بهتر شده است . همانگونه که میتوان از میانگین تولید داده شده در جدول زیر برای 5 % کارخانه های رده بالا برای هر نمره دید:

مقادیر ارائه شده در جدول ارائه شده تحت شرایط زیر قابل رسیدن و دستیابی است:
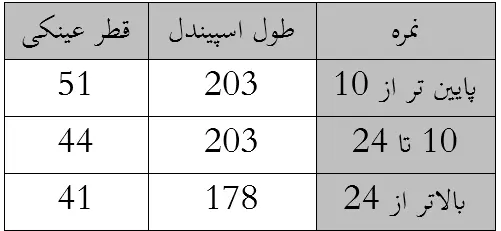
ماشین های رینگ باید عموماً دارای موتورهای با اینورتر تغییر سرعت چندگانه باشد و تنظیمات سرعت متناسب با موقعیت میز و در حد اپتیمم پارگی باشد.
کنترل تولید مطلوب بدست آمده: با ثبت میزان تولید در هر شیفت، افت تولید را برای هر ماشین رینگ و در هر شیفت اندازه می گیرند و همچنین اختلاف تولید بین شیفت ها و گروه های مختلف ماشین آلات را نشان میدهد .

اولین مرحله تعیین کردن تولید مطلوب قابل دستیابی برای هر نمره است و افت تولید فقط زمان توقف ماشینها بعلت داف و سرویس مجاز میباشد. بعلاوه برای یک نمره نخ اگر ماشین هایی با تکنولوژی های مختلف استفاده شود، باید برای آنها استانداردهای مختلف نیز تعیین شود.
مقایسه های مشابه ایجاد شده برای ماشین های رینگ که مربوط به سرویس و نگهداری میباشد به آشکار نمودن آن دسته از ماشین هایی که برای مدت طولانی نیز قبل از سرویس در حین سرویس یا بعد از آن متوقف میشوند کمک خواهد کرد . این استاندارد باید بر اساس بالاترین میانگین سرعت و استفاده سرعت متوسط در مورد ماشین های چند سرعته برای یک نمره روی هر ماشین تعیین شود.
با حساب کردن درصد رینگ هایی که به تولید استاندارد رسیده اند می توان یک کنترل تولید مؤثرتر اعمال نمود زیرا هر افت عملی کــه بعلت توقف ماشین در هر قسمت اتفاق بیفتد بسیار حساس میباشد. بعنوان مثال اگر همه ماشین ها 10 دقیقه توقف داشته باشند هیچ ماشینی به تولید استاندارد نمی رسد. بعلاوه اگر تولید رینگ ها با کنتور ماشین و میزان تولید مانیتوری کنترل شود، بنابراین می توان از تکرار وزن داف برای تعیین میزان تولید صرف نظر کرد.
علاوه بر این غالباً مقدار زیادی خطا همراه با وزن کردن داف وجود دارد و این بعلت اختلافات اجتناب ناپذیـر مربوط به وزن خالص گاری ها و ماسوره ها میباشد. وزن های داف نیز نمی تواند یک برآورد صحیح از تولید یک شیفت بدهد، زیرا در یک شیفت به ندرت تعداد کامل داف برای همه شیفت ها اتفاق می افتد و تعداد در یک نمره از یک شیفت ثابت تا شیفت دیگر متفاوت است.
محاسیه تولید بر اساس تعداد داف و وزن داف و زمان کارکرد داف های غیر کامل تا 15درصد می تواند با خطا همراه باشد. این درحالی است که میزان تولید محاسباتی ماشین از مقدار واقعی کمتر از یک درصد اختلاف دارد که تحت تاثیر تلرانس خیلی کم در نمره نیمچه نخ و نخ و سرعت شفت ها و اختلاف خیلی پایین در اینکورد ها و اندازه گیری خیلی دقیق قطر شفت ها می باشد که بالغ بر 10 هزار بار در بازه زمانی هر داف چرخش دارند.
بنابراین اولین مرحله برای رسیدن به میزان بالای تولید در هر اسپیندل این است که مطمئن شویم که به راندمان استاندارد رسیده ایم و مرحله به مرحله امکان افزایش سرعت های اسپیندل تا ماکزیمم حد ممکن باید بررسی شود، بواسطه استانداردهای بالای تعمیر و نگهداری و مقدار اپتیمم پارامترهای پروسه تولید.