نوآوری در بکارگیری تکنولوژی پردازش تصویر در ماشین آلات مقدمات ریسندگی تروشلر


مهندس قاسم حیدری، فوق لیسانس تکنولوژی نساجی
با پیشرفت و قوی تر شدن پردازنده های کامپیوتری، پردازش های دیجیتال و علی الخصوص پردازش تصویر، نقش و کاربردهای موثرتر و بیشتری در ماشین آلات صنعتی ایفا می کنند. پیشتر با نقش پردازش تصویر در سنسورهای سنجش یکنواختی نخ آشنا بودیم. در این مقاله به معرفی 3 نوآوری بکارگیری پردازش تصویر فوق العاده کاربردی و موثر تروشلر در مقدمات ریسندگی پرداخته خواهد شد.
1- جداکننده اجزای خارجی در ماشین الیاف غریبه یاب
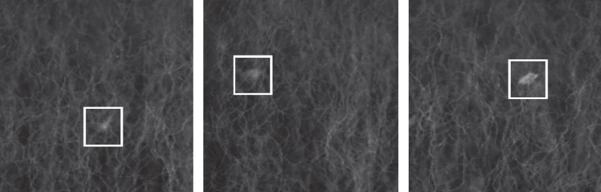
شناسایی همزمان اجزای کوچک با کنتراست بالا و اجزای بزرگ با کنتراست پایین در جریان الیاف سخت شناسایی می شود که شامل اجزای رنگی با کنتراست بالا و شید تیره یا شمعی با قطر کمتر از 0.5م.م. و تیره و نوار و پلی پروپیلن و جوت با سطح مقطع کوچک با قطر 1م.م و طول حدود 20 م.م. می شود.
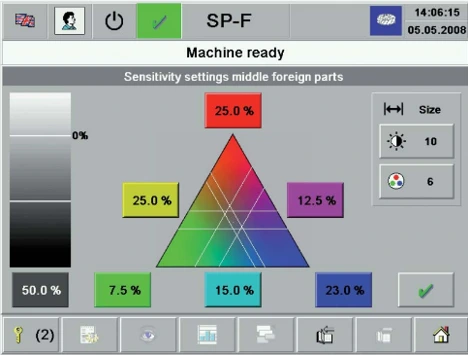
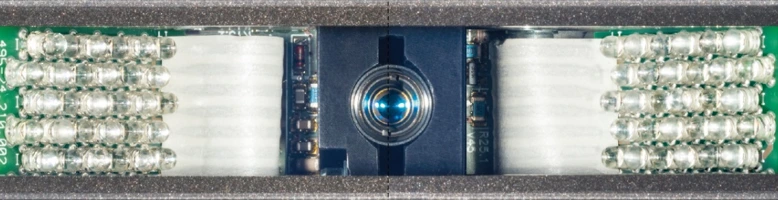
برای رفع این مشکل، تروشلر از دوربین های نسل جدید 3CCD با پردازش سریع توسط 3چیپ مجزا برای هر رنگ بصورت همزمان بهره گرفته است.

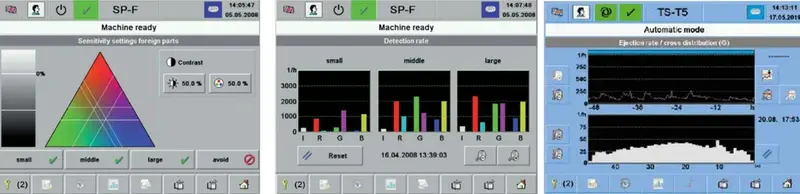
برای انتخاب رنگ بصورت شهودی توسط دیاگرام و سمبل از مانیتور رنگی استفاده شده است و انتخاب پارامترها بصورت مجزا صورت می گیرد.
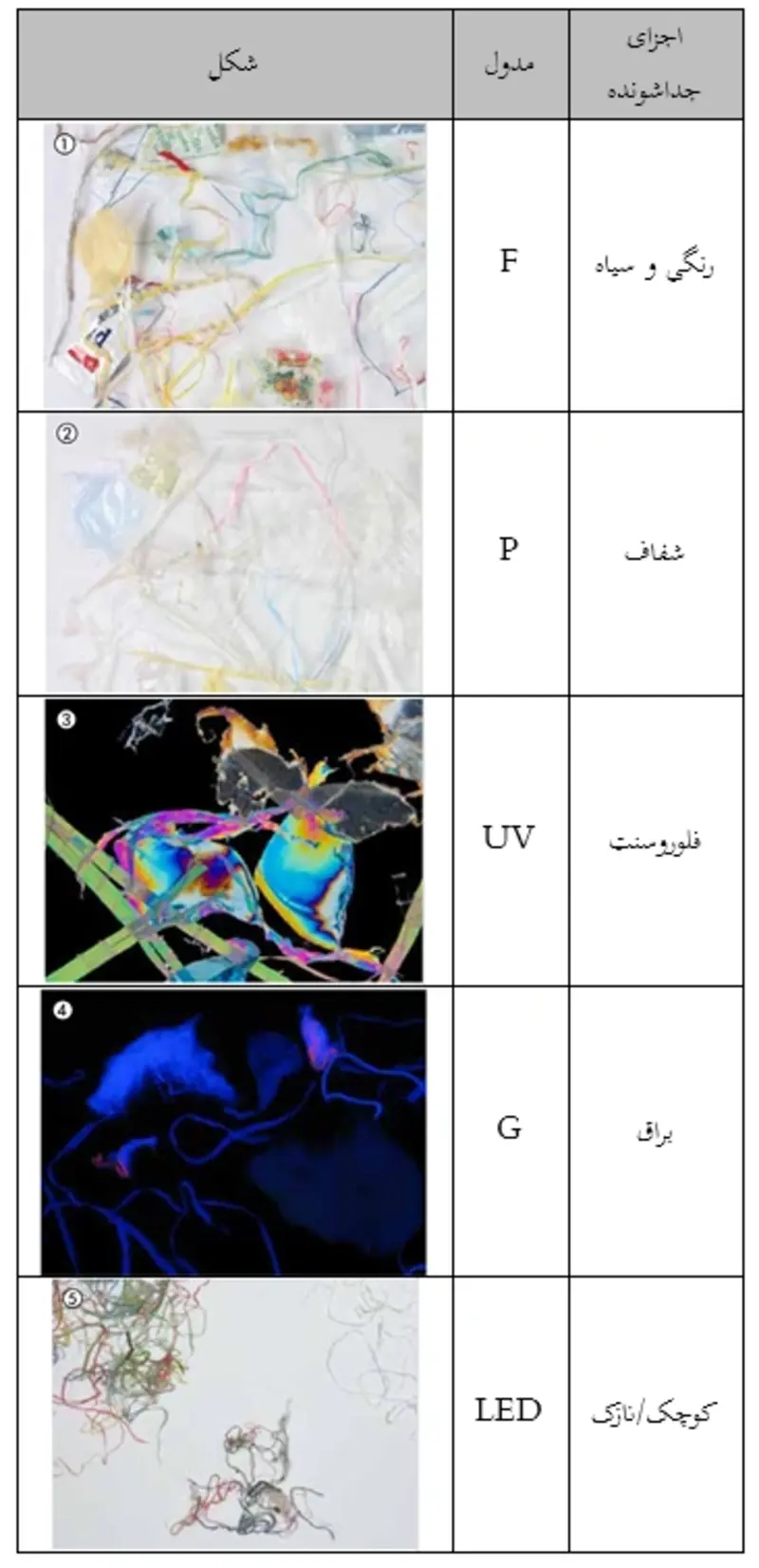
مدول های بکار گرفته شده جهت شناسایی اجزای خارجی شامل موارد زیر می باشد:
جهت کاهش از دست دادن الیاف همراه اجزای خارجی و مصرف کم هوای فشرده، توزیع 48 شیربرقی و 144نازل در کانال عریض و مسطح صورت گرفته است و با اندازه گیری سرعت فعلی جریان عبور الیاف، زمان بهینه پاسخ نازل محاسبه و اعمال می شود.
ضایعات گیاهی ساقه و برگ اجزای خارجی هستند که می توان در کاردینگ بدون ضایعات شدن الیاف همراه با آنها جداشوند. جهت پیشگیری از تولید ضایعات بیش از حد، حساسیت جداسازی متناسب با کیفیت پنبه تنظیم می شود. خود بهینه شوندگی های لازم شامل بالانس مقدار سفیدی مرجع، اندازه گیری رنگ پنبه و تغییرات رنگی و انطباق سرعت مواد لحظه ای می بشاد که به آسانی کالیبره می شود.

مدول ال.ای.دی با 536 ال.ای.دی کوچک عملکرد خود-بهینه شوندگی دارد تا شدت نور ثابت داشته باشد و از دو طرف به توده های الیاف عبوری تابیده می شود. از طرفی بعلت استانداردسازی لامپ های فلوروسنت و کاهش شدت بازه نور آبی، سرویس و نگهداری حداقلی با تعویض 6ماهه میسر شده است.

نتایج بصورت آماری اجزای غریبه شناسایی شده در هر لحظه متناسب با توزیع رنگی و تعداد و اندازه آنها بصورت نموداری ارائه می گردد.
2- نپ-کنترلر در ماشین کاردینگ
یکی از مهمترین وظایف کاردینگ،کاهش نپ توسط خارج کردن آن توسط فلت ها می باشد. از طرفی تنظیم فواصل بگونه ای باید انجام شود که خود کاردینگ نیز باعث افزایش نپ الیاف تغذیه شده به کاردینگ نگردد.بدین منظور سیستم مانیتورینگ شمارش تعداد نپ های وب تولید شده از کاردینگ ارائه گردید که شامل دوربین و فلش کنترل نپ می باشد.
این دوربین هر متر از وب را اسکن می ¬ند و سریعا افزایش بیش از حد مورد قبول نپ را شناسایی می کند. این دوربین بالای غلتک تیکاپ وب بر روی یک پروفایل نصب گردیده که در تمام عرض ماشین حرکت می کند و هر ثانیه 20 از وب درحال عبور عکس تهیه می کند. نپ¬های شناسایی شده شامل گلوله الیاف و ضایعات گیاهی(trash) و ذرات پوشیده پنبه دانه را شامل می¬شود.
تشخیص صدمه دیدگی پوشش ها و یا تنظیمات غلط با بدست آوردن چگونگی توزیع نپ ها در طول عرض ماشین، از سایر مزیت های این سیستم است.
3- کنترل ضایعات در تمیزکننده های حلاجی و کاردینگ
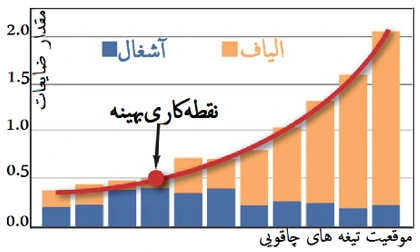
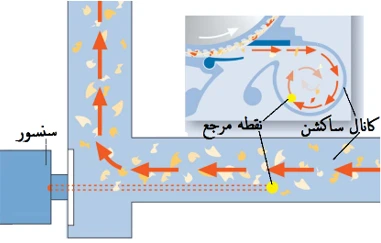
الیاف باید جزئی از نخ شوند نه جزئی از ضایعات. بعلت سهم بالای مواد اولیه در تولید نخ ، المان های نظافتی باید بهترین زاویه و فاصله را داشته باشند تا الیاف خوب خارج نشوند و متناسب با مواد اولیه تنظیم گردند. مهمترین ناحیه تمیزکنندگی الیاف ناحیه تیکرین است ولی جهت تمیزشوندگی بهتر، ممکن است الیاف بسیار خوبی را بعنوان ضایعات خارج شود. برای بررسی ضایعات خارج شده از کانال مکش ضایعات تیکرین، سنسور بررسی حجم الیاف و ضایعات محتوی آن درنظر گرفته شده است.

سنسور نوری تعبیه شده ترکیبات ضایعات خارج شده مقدار الیاف محتوی و مقدار ضایعات محتوی توده الیاف خارج شده را را اندازه گیری می کند.
اندازه گیری با بسته بودن کامل المان تمیزکننده آغاز می شود. تیغه های دفلکتور کم کم باز می شوند. و خروج ضایعات کم کم افزایش می یابد. از یک لحظه ای تعداد زیادی از الیاف خوب نیز خروج به استخراج می شود. بدین ترتیب کاهش ضایعات بهمراه درجه بالای باز شوندگی بدست می آید. تنظیمات بصورت اقتصادی، کیفی و استاندار قابل تنظیم است.