
مکانیزم های کنترل نمره فتیله در کاردینگ

تهیه و تنظیم: قاسم حیدری، فوق لیسانس تکنولوژی نساجی

عملیات اصلی بازکنندگی و تمیزکنندگی لایه، حذف ضایعات و الیاف کوتاه و نپ و همچنین موازی ساختن الیاف با یکدیگر و تولید فتیله در کاردینگ انجام می شود. فتیله خروجی از ماشین کاردینگ باید حتی الامکان فتیله یکنواختی داشته باشد تا با کمتر شدن عملیات لولینگ در ماشین پاساژ، نمره فتیله پاساژ و در نتیجه نخ یکنواخت تری ریسیده شود.
سیستم کنترل نمره کاردینگ AUTO LEVELLERING وظیفه کنترل و اندازه گیری و حفظ ثبات نمره فتیله تولیدی را به عهده دارد که این اقدام توسط عوامل ذیل انجام می گیرد:
1- میزان کشش وزن لایه الیاف ورودی تقسیم بر وزن فتیله خروجی
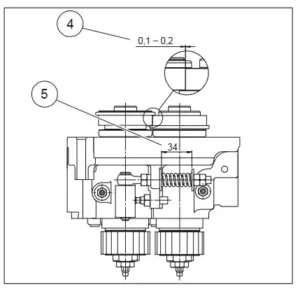
2- ارتفاع سینی تغذیه به تیکرین DFK
3- میزان فشار هوای مخزن تغذیه از شوت فید
4- میزان فشار هوای مخزن DFK
5- کنترل و اندازه گیری مقدار ضخامت لایه الیاف ورودی به غلطک تغذیه و صفحه تغذیه توسط سیستم ICFD
6- کنترل و اندازه گیری مقدار ضخامت فتیله خروجی توسط سنسور CCD
7- تغییرات سرعت غلطک تغذیه -تغییرات کشش Draft Deviation – که با D % نشان می دهد.
هریک از اجزا بر روی یکنواختی فتیله خروجی موثر می باشند که چگونگی تاثیرگذاری آن بر یکنواختی فتیله خروجی بیان خواهد شد.
1- قسمت تغذیه الیاف، تغذیه متناسب با فشار هوای کانال تغذیه:
الیاف از واحد حلاجی به قسمت کانال تغذیه الیاف بالای کارد (2) وارد شده و سپس به کانال توری وارد شده و هوای همراه الیاف از آن خارج شده و به سمت لوله اگزوز (1) هدایت شده و از انجا به داخل سالن دمیده می شود.
در این قسمت الیاف تا حدوی فشرده می شود و سپس توسط فنر (5) پشت صفحه DFK فشرده تر شده و توسط غلطک تغذیه (DFK (4- به زننده (5) آن تغذیه می شود که پس از آن وارد کانال پایینی (7) DFK می شود و توسط فن مکنده (10) الیاف به هم فشرده می شود در واقع به فشار هوای این قسمت فشار هوای DFK اطلاق می شود که هر چقدر الیاف در این ناحیه بیشتر باشد در واقع قدرت مکش فن باید افزایش یابد و میزان الیاف کمتر باشد هوای داخل کانال با فشار کمتری مکیده خواهد شد. سپس الیاف از روی سینی تغذیه (9) به سمت غلطک تغذیه تیکرین (8) هدایت می شود.
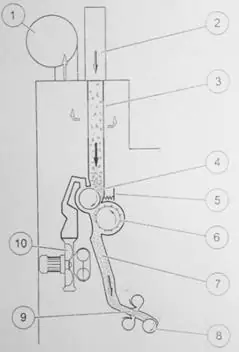
شکل 2 : نمای شماتیک قسمت تغذیه الیاف در دستگاه کاردینگ -DFK – و اجزای مربوطه
1- لوله اگزوز هوای فن دمنده الیاف از حلاجی
2- کانال تغذیه الیاف بالای کارد
3- کانال توری دار DFK جهت خروج هوای همراه الیاف -و هدایت هوا به سمت لوله اگزوز-
4- غلطک تغذیه DFK
5- فنر پشت صفحه DFK جهت فشرده سازی الیاف و عدم ورود هوا به سمت پایین DFK
6- زننده DFK
7- کانال پایینی DFK جهت هدایت الیاف به سمت غلطک تغذیه تیکرین
8- غلطک تغذیه الیاف به تیکرین
9- سینی تغذیه الیاف، سینی قابل تنظیم DFK
10- فن DFK جهت مکش هوا و فشرده سازی لایه الیاف
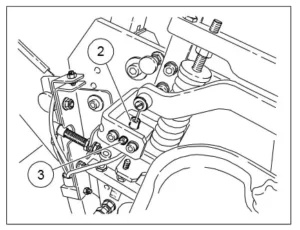
2- قسمت تغذیه لایه الیاف به تیکرین و کنترل آن تشریح عملکرد سیستم کنترل لایه الیاف تغذیه شده-ICFD-
در واقع در صورت تغییر در ضخامت لایه الیاف ابتدا صفحه تغذیه حرکت نموده و این حرکت به اهرم حسگر منتقل شده و که این تغییر توسط فنر حساس نیز ارزیابی و اندازه گیری شده و به قسمت کنترل ارسال می شود.
1- اهرم حسگر تغییرات ضخامت لایه الیاف
2- صفحه تغذیه الیاف -صفحه بالای غلطک تغذیه-
3- تعداد 10 فنر حساس به تغییرات
4- تیکرین اول
5- غلطک تغذیه
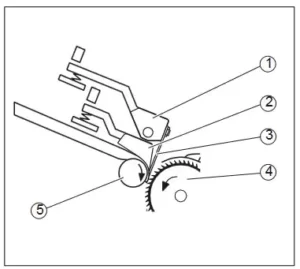
شکل 3 : نمای شماتیک قسمت کنترل تغذیه الیاف در دستگاه کاردینگ -ICFD – و اجزای مربوطه
3- قسمت تغذیه الیاف، سرعت غلتک تغذیه الیاف به تیکرین
متناسب با نمره فتیله خروجی، وزن توده الیاف تغذیه شده به تیکرین هم سطح سازی می گردد. در صورتیکه نمره فتیله خروجی ضخیم شده باشد، با کاهش سرعت غلتک تغذیه، حجم کمتری از الیاف به تیکرین ها تغذیه شده و با اعمال کشش بیشتر به الیاف با حجم کم تغذیه شده، نمره فتیله کاهش می یابد. عکس این قضیه هم با افزایش سرعت غلتک تغذیه، باعث افزایش نمره فتیله لاغر شده می شود.
4- قسمت دافر و برداشت فتیله و کنترل خروجی
در این قسمت تار عنکبوتی ایجاد شده توسط غلطک استریپر از روی سیلندر برداشته شده و توسط غلطک کراسرول فشرده شده و توسط شیپوری به شکل فتیله در آمده و مجددا توسط کالندر فشرده شده و به قسمت کویلر و بانکه هدایت می شود.
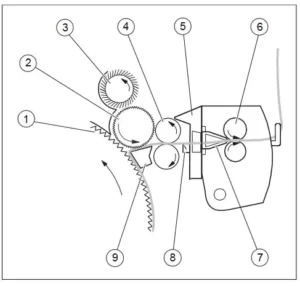
شکل 6 : نمای شماتیک قسمت دافر و برداشت فتیله در دستگاه کاردینگ -DOFFER – و اجزای مربوطه
1- Doffer دافر
2- Stripper استریپر
3- برس تمیز کننده استریپر
4- غلطکهای دوقلوی کراسرول Squeezing rolls
5- صفحه راهنمای WEB
6- غلطکهای کالندر Delivery rolls
7- شیپوری Web Trumpet
قسمت کنترل ضخامت فتیله خروجیCCD نیز در همین قسمت واقع شده است.
یکنواختی نخ تولید شده به یکنواختی فتیله بستگی دارد. در مقاله حاضر، سیستم های کنترل نمره در کاردینگ معرفی گردید. مکانیزیم های کنترل نمره در پاساژ در مقالات بعدی ارایه خواهد گردید.


